




Contents
Scroll to:
https://doi.org/10.23947/2687-1653-2022-22-1-42-49
Scroll to:
Introduction. To search for effective methods of finishing and stripping of long-length parts, it is advisable to create a rotary-screw process system of a pass-through type. Its main working element is a screw rotor, which is a combination of flat elements of various shapes and sizes, multidirectional with respect to the helical lines around the perimeter. The purpose of this study is to justify the intensity of the machining process in devices equipped with a screw rotor.
Materials and Methods. Metal removal is accepted as the main parameter determining the intensity of the machining process in screw rotors. Within the framework of the presented study, processing was performed on an experimental rotary-screw installation. The processing medium consisted of molded abrasive pellets of the PT 10x10 brand. The research conditions were as follows: loading volume (without part) — 60 %; rotor speed — 50 rpm; processing time – 30, 60, 90 min; rotor axis tilt angles — 0о and 5о. The influence of treatment modes and conditions on the process intensity was considered on plate samples with dimensions of 80×10×1 mm made of aluminum alloy D16T. To determine metal removal, the samples were weighed on Ohaus AX223 analytical balance before and after processing.
Results. The patterns of metal removal from samples at different processing times, the location of samples in the working area of a screw rotor with different angles of inclination, and its speed are presented.
Discussion and Conclusions. The regularities established in the course of research indicate the efficiency of rotaryscrew process systems for solving problems on the finishing treatment of long-length parts. The main factors that control such processing in devices with a screw rotor and affect its intensity (and, as a consequence, the process performance) are the screw rotor speed, the shape of the perimeter, and the axis angle.
Lebedev V.A., Al-Obaidi L., Koval N.S. The finishing and cleaning of long parts in screw rotors. Advanced Engineering Research (Rostov-on-Don). 2022;22(1):42-49. https://doi.org/10.23947/2687-1653-2022-22-1-42-49
Introduction. Finding efficient ways of finishing and cleaning long parts [1-6] predetermined the creation of a rotary-screw through-flow process system to solve this problem (Fig. 1) [7–15] 1, 2.
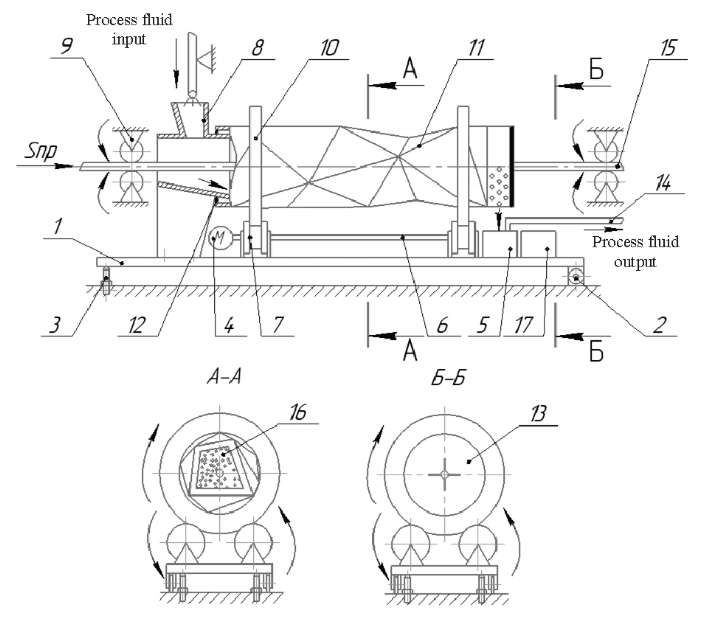
Fig. 1. Process flowchart of finishing and cleaning long parts in a screw rotor:
1 — mounting frame, 2 — lugs, 3 — adjusting screws, 4 — engine, 5 — sump tank,
6 — drive shafts, 7 — roller bearings, 8 — shells, 9 — rollers, 10 — rims,
11 — screw rotor, 12 — gasket, 13 — slotted gasket, 14 — piping system,
15 — part, 16 — processing medium, 17 — container
The main working element of this type of process system is a screw rotor. Its perimeter is made in the form of a combination of flat elements of various shapes and sizes, multidirectional with respect to the helical lines on their outer surface. The processing granular medium is located inside the rotating screw rotor. Being carried away by flat elements, at a certain moment, under the influence of gravity, it avalanches downwards. At the same time, the upper layers of the loading masses rotate around their own axes, drawing in nearby layers of particles of the loading masses. As a result, the particles of the loading masses roll relative to each other. In addition, when an avalanche rolls down the uneven surface of the underlying layers, small force strikes and sliding of the particles of the loading masses occur. Thus, the part is processed by abrasion, scratching, and, to a small extent, by blows. The technological effect of processing depends on the dimensions of the screw rotor, the particle masses of the processing medium, the filling factor of the working chamber, the speed of rotation, the geometry of the screw rotor, and a number of other factors. The objective of the presented study is to justify the intensity of the machining process in devices equipped with a screw rotor.
Materials and Methods. Metal removal is accepted as the main parameter determining the intensity of the machining process in screw rotors.
For processing, an experimental rotary-screw installation, made on the basis of a 1K625 model screw-cutting machine, was used (Fig. 2).

Fig. 2. General view of the experimental rotary-screw installation
The processing medium consisted of molded abrasive pellets of the PT 10x10 brand. The research conditions were as follows:
The effect of processing modes and conditions on the process intensity was considered on plate samples with dimensions of 80.10.1 mm made of aluminum alloy D16T. Blanks in the form of long-length rolled products are made of this material, requiring finishing and cleaning before going into production.
In the working area of the experimental screw rotor, three sections А, В, С (Fig. 3), remote from the left end of the screw rotor at distances 𝑙0, 𝑙1, 𝑙2, were determined along the length of the working area.
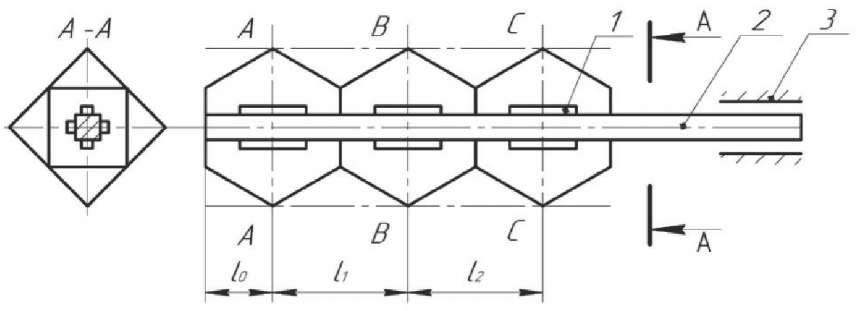
Fig. 3. Diagram of the installation of samples on the mandrel in the rotor:
1 — samples; 2 — mandrel; 3 — lathe toolholders
The samples were fixed on a long four-sided hollow rod and installed according to the scheme shown in Figure 3. Distances 𝑙0, 𝑙1, 𝑙2 correspond to the position of the sections of the rotor working area. To assess the nature of the impact of the processing medium on the various surfaces of the mandrel, 4 samples were processed in each position (section). They were fixed on the edges of the mandrel in such a way that samples 1 and 2 were in the zone of active exposure to the processing medium (with a sliding layer), and samples 3 and 4 were in the passive zone (Fig. 4).
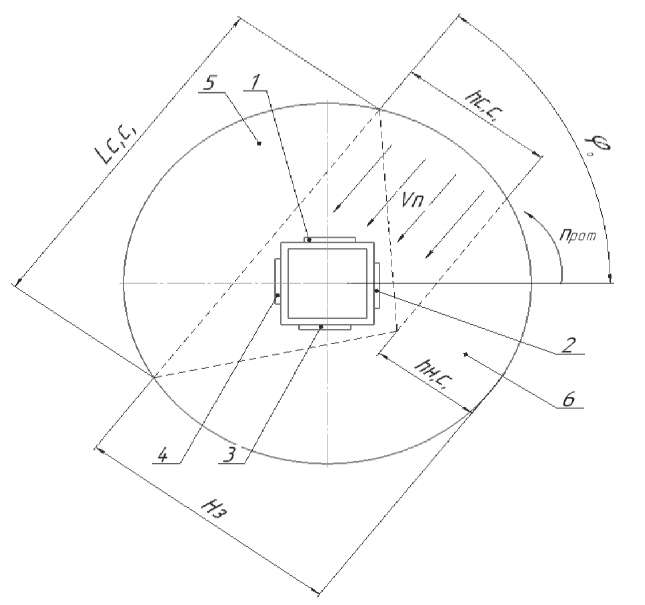
Fig. 4. Layout of samples on the mandrel in cross section:
1, 2, 3, 4 — samples; 5 — screw rotor; 6 — processing medium
The mandrel with samples was installed in the lathe toolholders and inserted into the working area of the screw rotor for processing. To determine the mass removal of metal, samples were weighed on Ohaus AX223 analytical balance before and after processing. This model is designed for static measurements of the mass of substances and materials accurate to 0.001 g. Metal removal was controlled after thorough washing and drying of the samples.
The rate of metal removal from a unit surface area equal to the area of the square packing granules of the processing medium was determined from the ratio:
where Δ𝑄 — metal removal from the surface, g; 𝑡 — processing time, s; 𝑆 — area of the processed surface of the samples, mm2; 𝑆уп — square packing granules of the processing medium, mm2.
The processing duration was recorded using a time relay (timer) of VL-45UHL41 model.
The experimental results were determined as the arithmetic mean difference of the corresponding measurement values of the samples or batch of samples before and after processing.
Research Results. Figures 5–7 show the results of experimental studies on the intensity of the processing in a screw rotor.
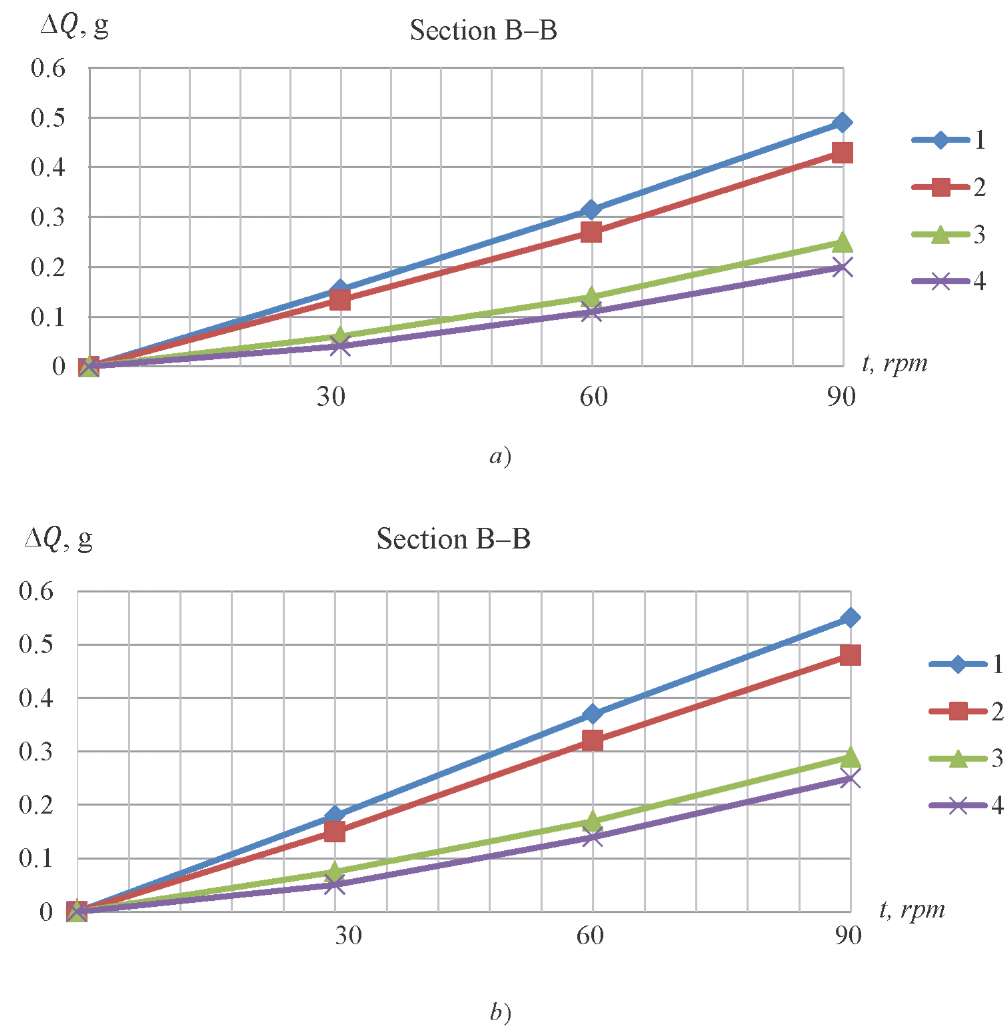
Fig. 5. Change in material removal from D16T samples
depending on the processing time and the location of the samples on the mandrel:
a) with an angle of inclination of 0о; b) with an angle of inclination of 5о
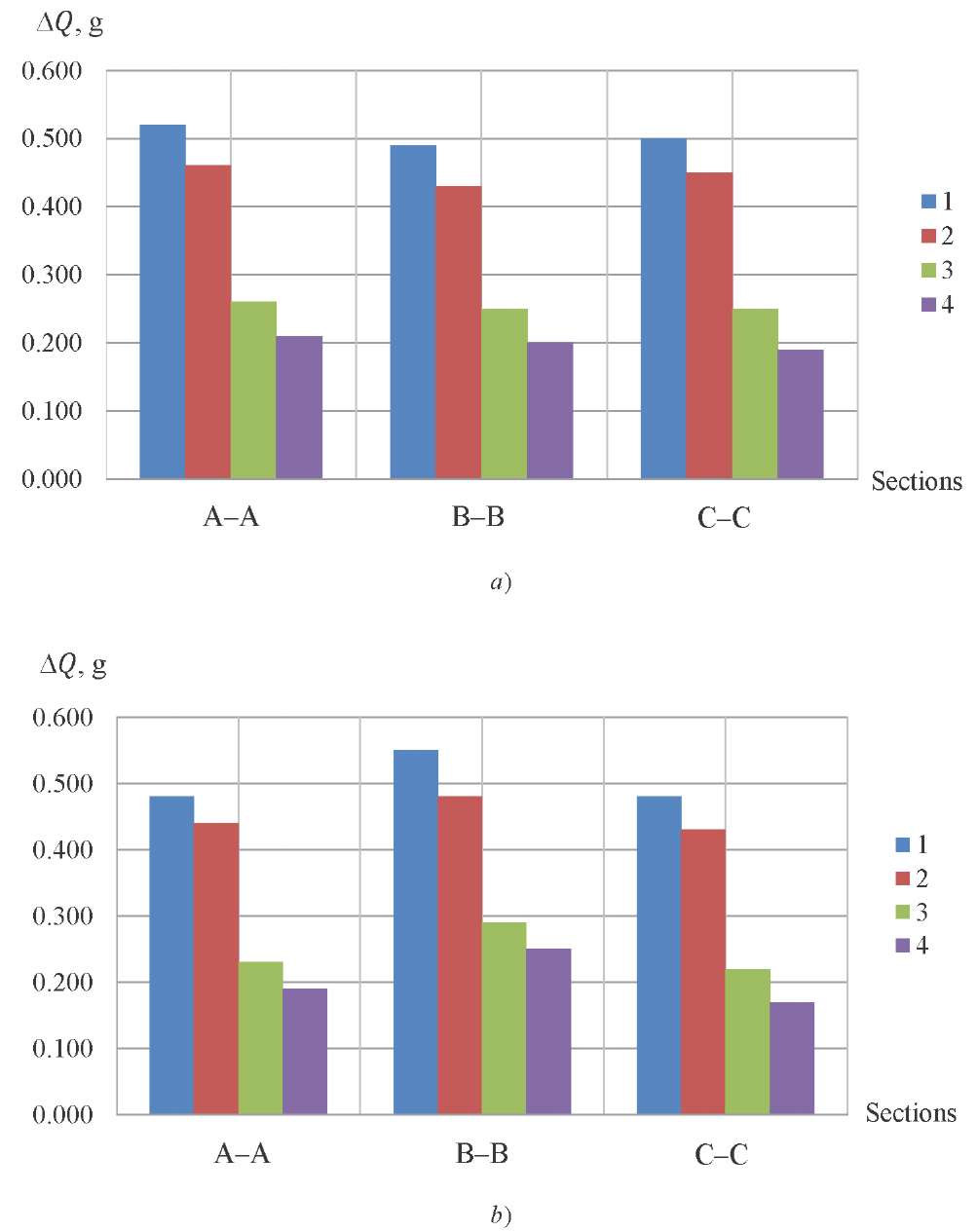
Fig. 6. Change in material removal from D16T samples
depending on their location in the working area of the screw rotor (in 90 min):
a) with an angle of inclination of 0о; b) with an angle of inclination of 5о
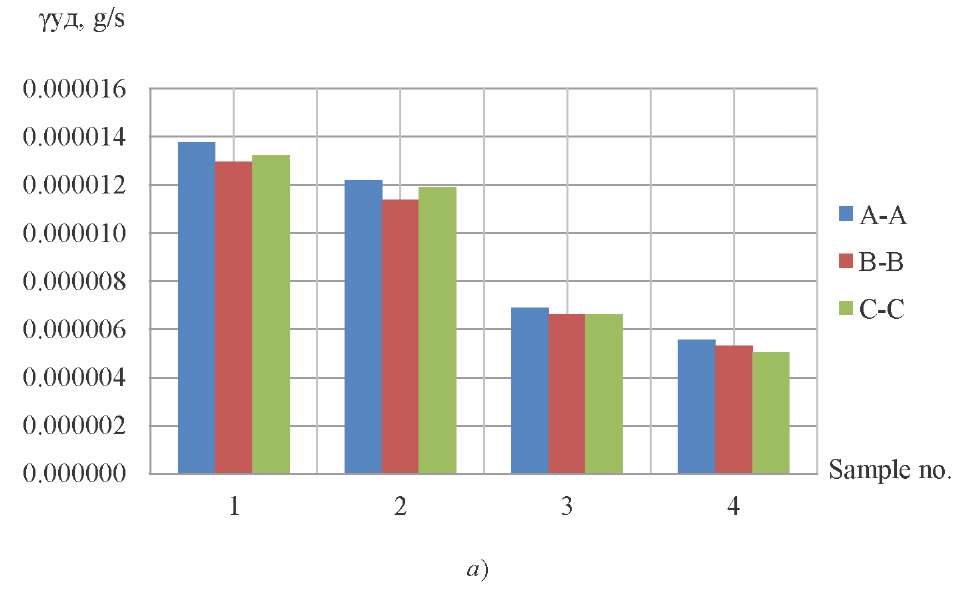
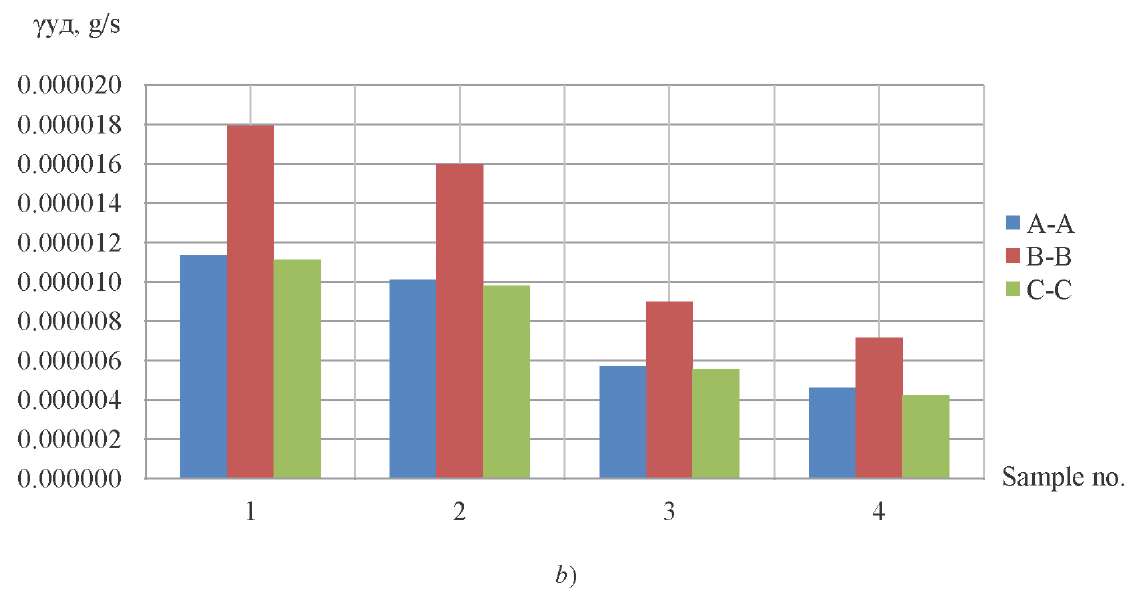
Fig. 7. Change in specific metal removal from D16T samples
depending on their location on the mandrel (in 90 min):
a) with an angle of inclination of 0о; b) with an angle of inclination of 5о
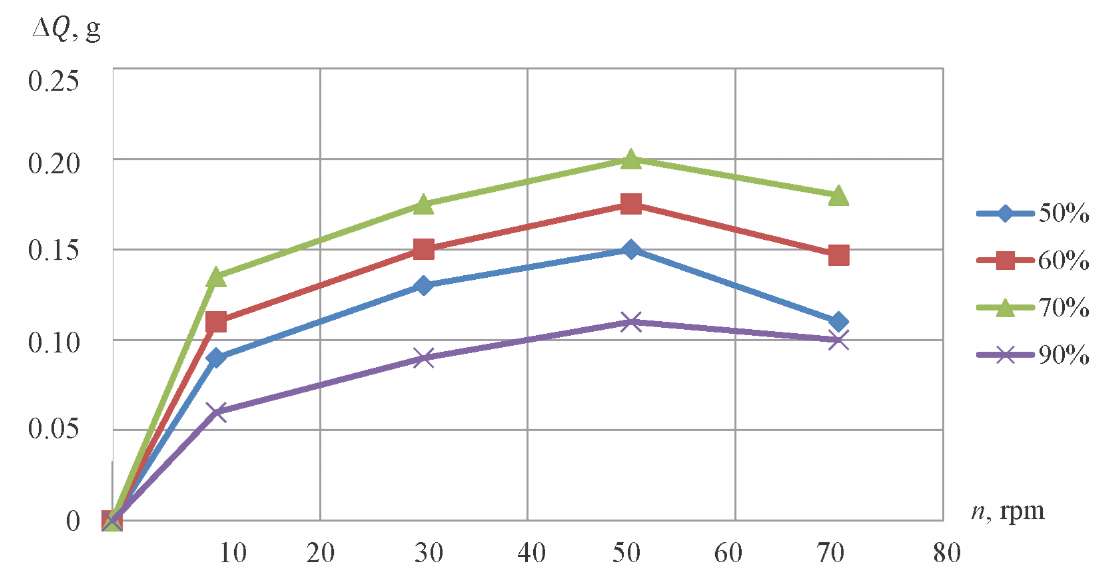
Рис. 8. Change in metal removal from D16T samples depending on the loading of the screw rotor working area by processing medium and the rotation speed (in 30 min)
Discussion and Conclusions. The research results allow us to make a number of statements.
1. The form of the curve describing the change in the amount of metal removal from the surface on the processing time is close to linear (Fig. 5). This does not depend on the location of the samples in the working area of the screw rotor, its design, and the angle of inclination relative to the axis of rotation.
2. The kinetics of particle motion and, as a consequence, the intensity of metal removal in various sections of the working area of the screw rotor are determined by the angle of inclination of the plates that create the shape of the working sections of the rotor. With their identical shape (Fig. 3), almost the same processing intensity is provided. The difference in the amount of removal in three sections was 3 %.
3. Processing intensity (Fig. 5–7) depends on the position of the surface of the samples in relation to the direction of motion of the granules of the sliding layer (Fig. 4). Two cases of metal removal were compared; first— from samples 1 and 2 installed in the active zone of the processing medium; second — from samples 3 and 4 installed in a passive zone characterized by weak energy-force interaction with the treated surface. In the first case, the metal consumption is twice as high.
4. Changing the angle of inclination of the screw rotor axis relative to the axis of its rotation increases the intensity of sample processing in the middle section (B–B) by 1.2 times and reduces it in the working areas of the end sections (Fig. 5–7). This is due to a change in the kinematics of the medium motion in the working area of the screw rotor. With every full turn, the processing medium tends to move to the middle part of the rotor working area (section B–B). This provides:
In addition, when the angle of inclination of the screw rotor axis changes, the axial pressure of the processing medium on the end walls decreases. This is very important for pass-through type installations, because this prevents the granules from spilling out of the holes designed for the passage of long parts through the working area.
5. The rotation speed of the screw rotor is an important technology factor that determines the processing intensity in a rotary-screw installation. It can be seen from Figure 8 that with different loading degrees, the amount of material removal from all samples increases with an increase in the rotation speed of the screw rotor up to 50 rpm. When the speed increases to 70 rpm, the indicator decreases. This is due to the increased centrifugal forces. Their action causes a certain volume of particles of the processing medium to remain permanently at the rotor walls. As a result, the number of sliding layers of the medium is reduced, and, consequently, the intensity of the impact on the surface of the samples is reduced.
The regularities and technological capabilities of the processing in a screw rotor established in the course of research indicate the acceptability and efficiency of the rotary-screw process systems for solving problems related to the finishing processing of long-length parts.
In the conducted study, the key factors considered were the rotation speed of the screw rotor, the angle of inclination of its axis, and the shape of the perimeter. They provide finishing control in devices with a screw rotor, affect its intensity, and hence, the process performance.
1. Babichev AP, Babichev IA, Serga GV. Device for vibration processing of long parts. RF Patent no. 2228252, 2004. (In Russ.)
2. Lebedev VA, Al-Obaidi LMR, Koval NS, et al. Unit for finishing and cleaning of long parts. RF Patent no. 2750922, 2021. (In Russ.)
1. Применение вибрационных технологий на операциях отделочно-зачистной обработки деталей / А. П. Бабичев, П. Д. Мотренко, Л. К. Гиллеспи [и др.]. — Ростов-на-Дону : Изд. центр ДГТУ, 2010. — 285 с.
2. Бабичев, А. П. Основы вибрационной технологии / А. П. Бабичев, И. А. Бабичев. — 2-е изд., перераб. и доп. — Ростов-на-Дону : Изд. центр ДГТУ, 2008. — 693 с.
3. Бутенко, В. И. Финишная обработка поверхностей деталей: способы, устройства, инструменты / В. И. Бутенко. — Ростов-на-Дону : Изд. центр ДГТУ, 2016. — 219 с.
4. Tamarkin, M. A. Optimization of Dynamic Surface Plastic Deformation in Machining / M. A. Tamarkin, E. E. Tishchenko, A. S. Shvedova // Russian Engineering Research. — 2018. — Vol. 38. — Р. 726–727. https://doi.org/10.3103/S1068798X18090277
5. Тамаркин, М. А. Основы оптимизации процессов обработки деталей свободным абразивом / М. А. Тамаркин, Э. Э. Тищенко. — Saarboniken : Lambert Academic Publishing, 2015. — 140 р.
6. Li Xin. Prediction of seal wear with thermal structural coupled finite element method / Li Xin, Peng Gaoliang, Li Zhe // Finite Elements in Analysis and Design. — 2014. — Vol. 83. — P. 10–21. https://doi.org/10.1016/j.finel.2014.01.001
7. Таратута, В. Д. Роторно-винтовые системы для зерноуборочных комбайнов / В. Д. Таратута, К. А. Белокур, Г. В. Серга // Труды Кубанского государственного аграрного университета. — 2015. — № 57. С. 197–206.
8. Pesin, M. V. Improving the Reliability of Threaded Pipe Joints / M. V. Pesin // Russian Engineering Research. — 2012. — Vol. 32. — Р. 210–212. https://doi.org/10.3103/S1068798X12020232
9. Macdonald, K. A. Failure analysis of drillstrings / K. A. Macdonald, J. V. Bjune // Engineering Failure Analysis. — 2007. — Vol. 14. — P. 1641–1666. https://doi.org/10.1016/j.engfailanal.2006.11.073
10. Xiao-Hua Zhu. The parameter sensibility analysis for fishing box tap based on the overall process of elastoplasticity in oil and gas wells / Xiao-Hua Zhu, Yu Wang, Hua Tong // Mathematical and Computer Modeling. 2013. — Vol. 58. — P. 1540–1547. https://doi.org/10.1016/j.mcm.2013.06.004
11. Determining the life cycle of bolts using a local approach and the Dang Van criterion / Y. Fares, М. Chaussumier, А. Daidié, J. Guillot // Fatigue & Fracture of Engineering Materials & Structures. — 2006. Vol. 29. — P. 588–596. https://doi.org/10.1111/j.1460-2695.2006.01029.x
12. Серга, Г. В. Исследование физических явлений, происходящих в зоне контакта частиц сыпучих материалов при их движении в винтовых барабанах, методами теории подобия, инженерной и компьютерной графики / Г. В. Серга, Д. Г. Серый, А. Ю. Марченко // Вестник Брянского государственного технического университета. — 2019. — № 6 (79). — С. 20–28. https://doi.org/10.30987/article_5d10851f18f085.56011612
13. Повышение производительности технологических систем отделочно-зачистной и упрочняющей обработки деталей на основе винтовых роторов / Г. В. Серга, В. А. Лебедев, К. А. Белокур, Д. Я. Яковлев // Упрочняющие технологии и покрытия. — 2016. — № 4 (136). — С. 16–19.
14. The study of fine-cleaning treatment for removal of burrs in screw rotor / V. A. Lebedev, G. V. Serga, M. M. Chaava [et al.] / IOP Conference Series: Materials Science and Engineering this link is disabled. — 2021. Vol. 1029. — Art. 012001. https://doi.org/10.1088/1757–899X/1029/1/012001
15. Lebedev, V. A. Method of Calculating the Machines Drive with Screw Working Bodies Mounted from Tetrahedral Hollows / V. A. Lebedev, G. V. Serga, M. M. Chaava // ICIE 2021: Proceedings of the 6th International Conference on Industrial Engineering (ICIE 2020). — 2021. — Р. 557–563. https://doi.org/10.1007/978–3–030-54814–8_64
Valery A. Lebedev
Rostov-on-Don
Luay Mohammed Rajab Al-Obaidi
Rostov-on-Don
Baghdad, Iraq
Nikolay S. Koval
Rostov-on-Don
Lebedev V.A., Al-Obaidi L., Koval N.S. The finishing and cleaning of long parts in screw rotors. Advanced Engineering Research (Rostov-on-Don). 2022;22(1):42-49. https://doi.org/10.23947/2687-1653-2022-22-1-42-49




Advanced Engineering Research (Rostov-on-Don)
ISSN 2687-1653 (Online)
Contact with: Publisher / Editorial Office of the Journal
Publisher: Don State Technical University - DSTU, Rostov-on-Don, Russia - https://donstu.ru/en/
Editor-in-Chief: Alexey N. Beskopylny, Dr.Sci. (Eng.), Professor, Vice-Rector, Don State Technical University (Rostov-on-Don, Russia)
Don State Technical University
1, Gagarin Sq., Rostov-on-Don, 344003, Russia
tel.: +7 (863) 2738-372, e-mail: vestnik@donstu.ru
16+
Processing of personal data




































