




Contents
Scroll to:
https://doi.org/10.23947/2687-1653-2022-22-1-50-56
Scroll to:
Introduction. This paper discusses tribomechanical characteristics of experimental hard alloys with a modified cobalt binder under friction without lubrication on hard-to-cut materials – stainless steel and titanium alloy. The research objective is to evaluate the process of friction interaction for each friction pair according to a number of parameters, and to determine the optimal combinations of “experimental hard alloy – structural material” on the basis of the established tribological indicators.
Materials and Methods. Tribological tests of hard alloys were carried out using a cylinder-to-disc friction scheme for different sliding speeds and temperatures under constant load without the use of lubricants. Comparison of the friction interaction process was carried out by the frictional force, volumetric wear and roughness of the friction tracks on the counterbody. Stainless steel 12H18N9Т and titanium alloy ВТ3-1 were used as counterbody materials. The resistance of experimental compositions to the abrasive type of wear was determined through measuring the surface dynamic microhardness on a scanning nanohardness tester by analyzing the thickness of the scratches caused by the indenter.
Results. According to the results of surface microindentation, the experimental alloys 2.22 (binder 5.65% Co + l.8% Mo + 0.6% Ti) and 2.23 (binder 5.1% Co + 2.7% Mo + 0.61 % Ti) are characterized by the highest microhardness. For these materials, the average scratch width at various forces was minimal. During tribological tests, the best frictional characteristics were recorded for stainless steel in combination with experimental alloy 2.22, and for the friction pair “titanium alloy VT3-1 — hard alloy 2.23”. The friction of this combination of materials was characterized by low friction coefficients with a low level of fluctuations, minimal wear of samples, and changes in the initial microrelief of their surfaces.
Discussion and Conclusions. As a result of the research, the optimal friction pairs from the point of view of tribological interaction were established, specifically “titanium alloy VT3-1 — hard alloy 2.23” and “stainless steel 12X18N9T – hard alloy 2.22”. The frictional interaction for these combinations of materials is characterized by minimal volumetric wear, which will contribute to increasing the wear resistance of the tool in the areas of elastic contact on the front and rear surfaces.
Fominov E.V., Shuchev C.G., Aliev M.M. Tribotechnical properties of experimental hard alloys with modified cobalt binder. Advanced Engineering Research (Rostov-on-Don). 2022;22(1):50-56. https://doi.org/10.23947/2687-1653-2022-22-1-50-56
Introduction. Various materials based on tungsten carbide, including hard alloys (HA), are widely used in many branches of modern production due to a number of advantages of their physical and mechanical properties [1–3]. The largest share (about 65%) of tool cutting materials (TCM) used in metalworking also belongs to HA that provide high cutting speeds when processing various structural materials [1][3]. Currently, many directions related to improving the HA performance characteristics by various methods are being developed [4–6].
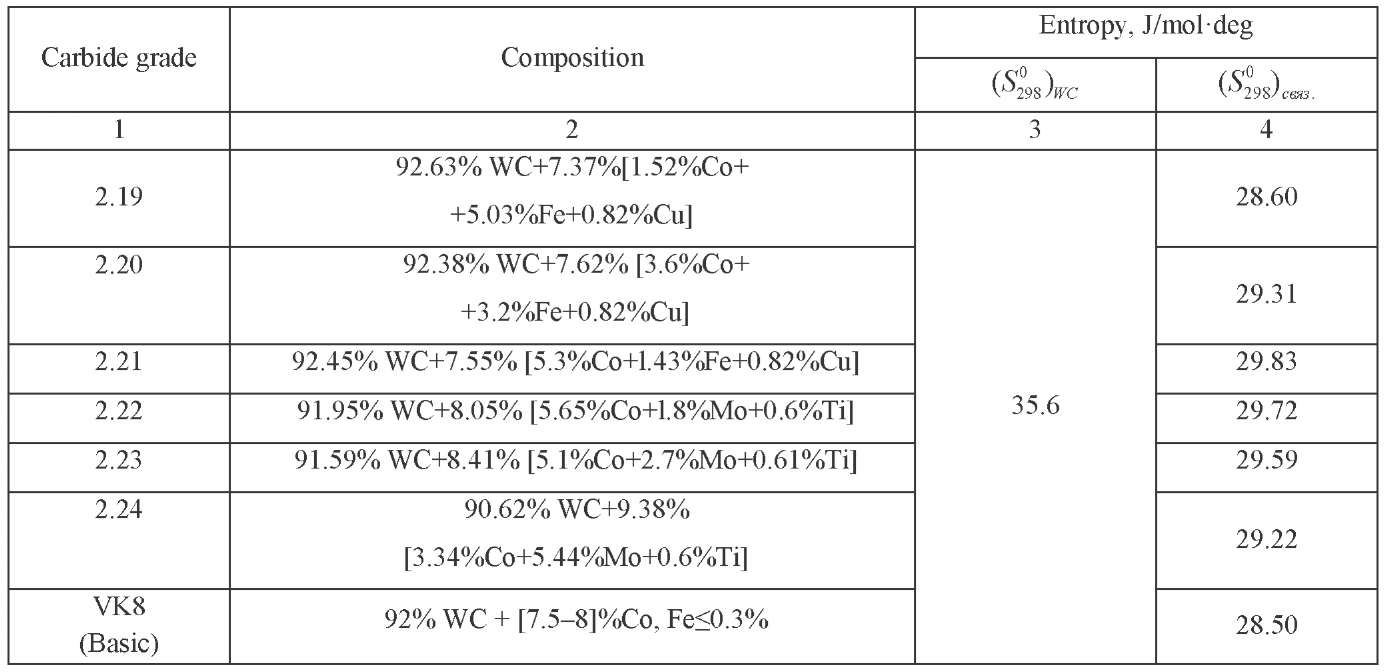
One of them is the creation of new binder compositions for carbide phases [7–9]. Experimental hard alloys (EHA) based on single-carbide alloy VK8 with various types of modified binders1 have been developed at the Metal- Cutting Machines and Tools Department, Don State Technical University. Despite the fact that cobalt, because of its properties, is the most common binder for WC, the use of this metal is economically unprofitable due to its scarcity and high price. Experimental alloys are characterized by high values of the thermal entropy of the modified cobalt binder (Table 1) and, consequently, lower thermo-emf with respect to tungsten carbide, which increases the electrochemical stability of these materials [9–11]. Among the materials processed with a carbide tool, titanium-aluminum alloys and austenitic stainless steels can be distinguished. Due to a number of characteristics, these materials are used for the manufacture of parts in the most critical areas of mechanical engineering, including aerospace, nuclear, food, and medical production. Due to a number of characteristics, these materials are used for manufacturing parts in the most critical areas of mechanical engineering, including aerospace, nuclear, food and medical production. Cutting of titanium alloys and stainless steels is difficult due to their low thermal conductivity, high cutting forces, as well as unsatisfactory tribotechnical characteristics [12]. In this regard, the investigation of the features of the frictional interaction of newly developed TCM with the mentioned materials is an urgent task. Taking into account modern environmental and economic requirements for the organization of production, the processing of these structural materials takes place mainly in the mode of minimum output (MQL - minimum quantity lubrication) or without the use of lubricant-cooling process media (LCPM) [13][14].
Then, the contact areas of the TCM and the workpiece material to be processed on the front and rear surfaces of the cutting tool can be considered as tribosystems operating in the friction mode without LCPM or in the mode of boundary friction. This does not exclude a significant proportion of metal contact. In this case, the operational parameters of the TCM, as an element of the friction couple, will be significantly effected by its tribotechnical characteristics in the dry friction mode.
The presented paper is devoted to investigating tribotechnical characteristics of experimental hard alloys under dry friction on hard-to-cut materials, as well as to determining the optimal combination of “EHA — structural material” from the point of view of frictional interaction. This work is part of a complex of studies on physico-mechanical, tribological and cutting properties of experimental HA with modified cobalt binder.
Materials and Methods. The following HA compositions were selected as objects of study of surface mechanical characteristics (Table 1). Tribological tests were carried out on square-section indenters (a=5 mm, Ra=0.1-0.12 μm) of the three most promising compositions (2.21, 2.22, and 2.23) on tribometer T-11 (Poland) implementing a “finger-disk” friction scheme. During the experiments, a change in the friction force (F, N) was recorded depending on the friction path (L, m). Each experiment was repeated 3–5 times, the experimental results were processed using methods of dispersion analysis [0]. Titanium alloy VT3-1 and stainless steel 12X18H9T were selected as the material of the rotating disk (counterbody); the surface roughness of these samples was within Rab0.12–0.15 μm.
Table 1
EHA chemical composition and thermodynamic properties
The studies were carried out at different sliding speeds and temperatures at constant load P=20 N. The mass of the samples was determined on LV 210-A balance. The roughness of the friction tracks on the counterbody after the experiments was measured on the Abris-PM7 profilometer (Russia). The dynamic microhardness of the EHA surfaces was determined using a scanning nanohardness tester NanoSCAN-01 (Russia) through analyzing the thickness of scratches applied with different forces. The studies on worn surfaces of EHA samples were carried out on inverted ZEISS AxioVert. A1 microscope.
Research Results. The smallest width h of scratches applied by various forces Fs belongs to alloys 2.22 and 2.23, the binder in which was modified by Mo-Ti group (Table 2).
Table 2
Scratch width h under various forces Fs according to the results of EHA sclerometry
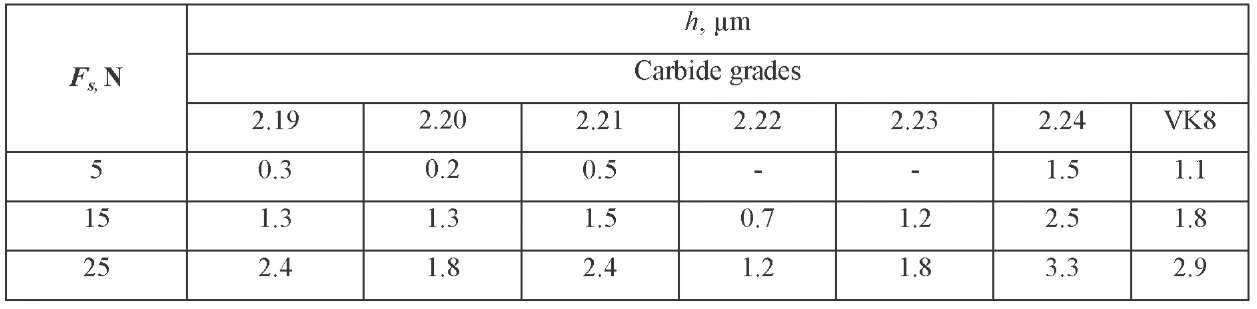
Thus, these materials are characterized by the highest surface hardness at the micro-level, which implies better resistance to abrasive wear. It must be said that no noticeable changes in the surface microrelief were detected in these alloys under forces Fs<15 N. The lowest microhardness according to the test results was demonstrated by composition 2.24.
To determine and compare the HA wear resistance, the mass loss of the indenter was measured for each value of friction path L, and then the volumetric wear of samples ΔV was determined (Fig.1, 2).
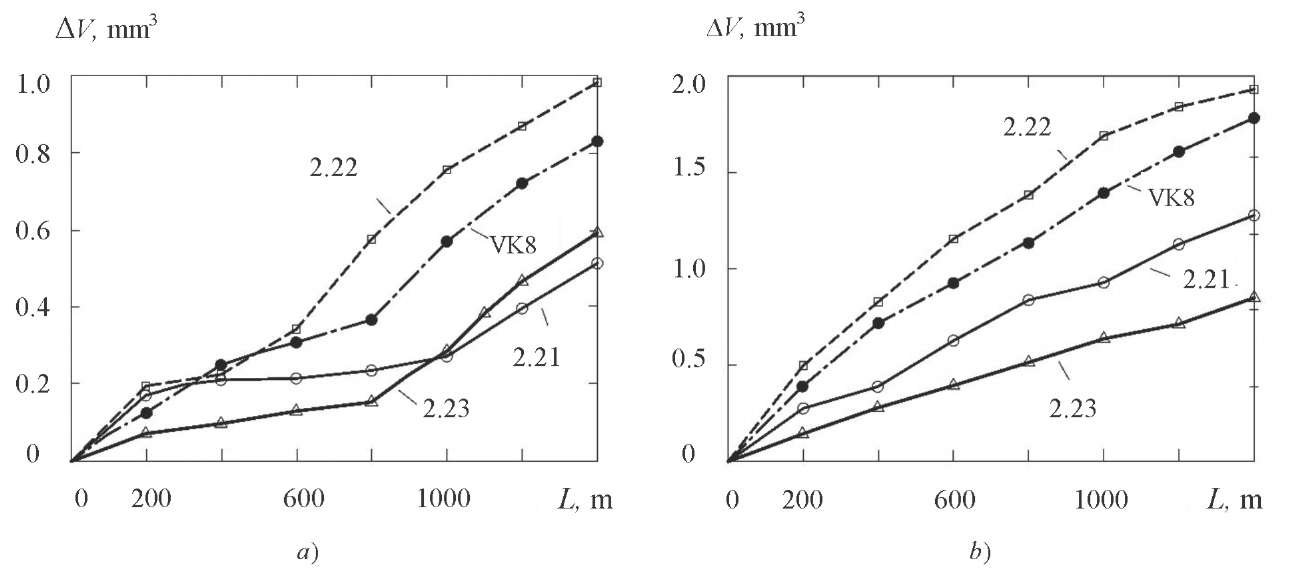
Fig. 1. Volumetric wear of EHA indenters under friction on titanium alloy VT3-1
at temperatures: a) 25° C; b) 300° C
Under friction on a titanium alloy at different temperatures, the greatest volumetric wear ΔV was observed in alloy 2.22. The best wear resistance was demonstrated by composition 2.23 (Fig. 1). Under friction on stainless steel, the lowest values of parameter ΔV were recorded for composition 2.22 (Fig. 2). In this case, the greatest volume wear also belongs to the HA experimental compositions. At room temperature, alloy 2.21 demonstrates the highest wear intensity, and, when the friction zone is heated, the maximum wear values are fixed for composition 2.23.
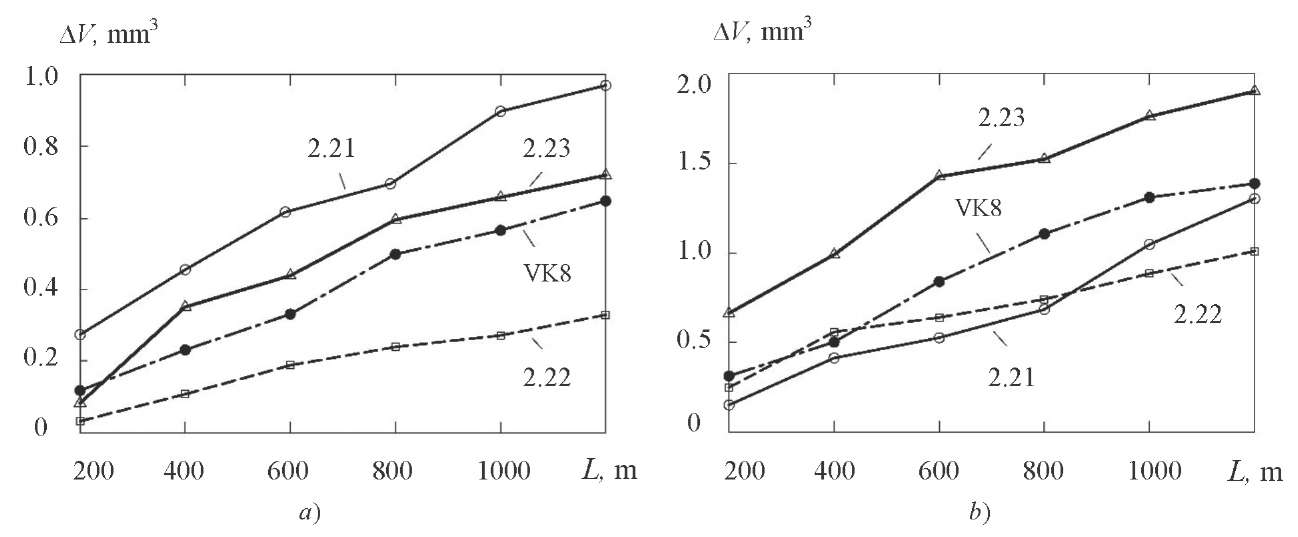
Fig. 2. Volumetric wear of EHA indenters under friction on stainless steel 12X18N9T
at temperatures: a) 25о С; b) 300о С
The surfaces of indenters made of alloys that have demonstrated maximum volume wear are characterized either by the predominance of worn areas, or the original surface of the material is preserved only in the form of individual rare fragments. Figure 3 shows pictures of the surfaces of indenters made of alloys 2.23 and VK8 after friction on 12X18N9T steel at a temperature of 300° C for friction path L=600 m.
The surface of the more wear-resistant alloy 2.22 has a spotted structure with a predominance of initial unworn areas (Fig. 3 a). The surface of the base alloy VK8 is characterized by a large scale of destruction, rare fragments of the initial surface are discretely located, their total area is much smaller (Fig. 3 b).
The frictional interaction of friction couples was estimated through comparing the average values of friction coefficient fср and its fluctuations without taking into account the run-in stage I (Fig. 4 a, b). The comparison of the friction coefficient fluctuations was carried out by standard deviation σср of this parameter from fср at the steady-state friction stage II.
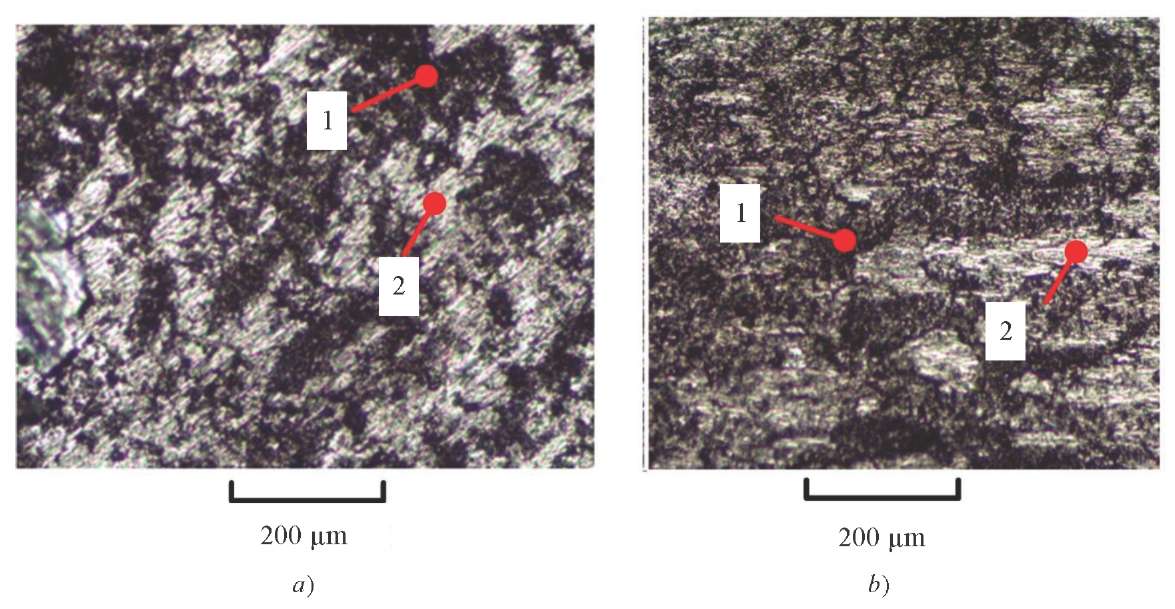
Fig. 3. Comparison of surfaces of indenters of alloys 2.22 (a) and VK8 (b)
after friction on 12X18N9T stainless steel (Т=300о С, v=0.3 m/s):
1 — worn surface areas; 2 — fragments of the initial surface
The surface of the more wear-resistant alloy 2.22 has a spotted structure with a predominance of initial unworn areas (Fig. 3 a). The surface of the base alloy VK8 is characterized by a large scale of destruction, rare fragments of the initial surface are discretely located, their total area is much smaller (Fig. 3 b).
The frictional interaction of friction couples was estimated through comparing the average values of friction coefficient fср and its fluctuations without taking into account the run-in stage I (Fig. 4 a, b). The comparison of the friction coefficient fluctuations was carried out by standard deviation σср of this parameter from fср at the steady-state friction stage II.
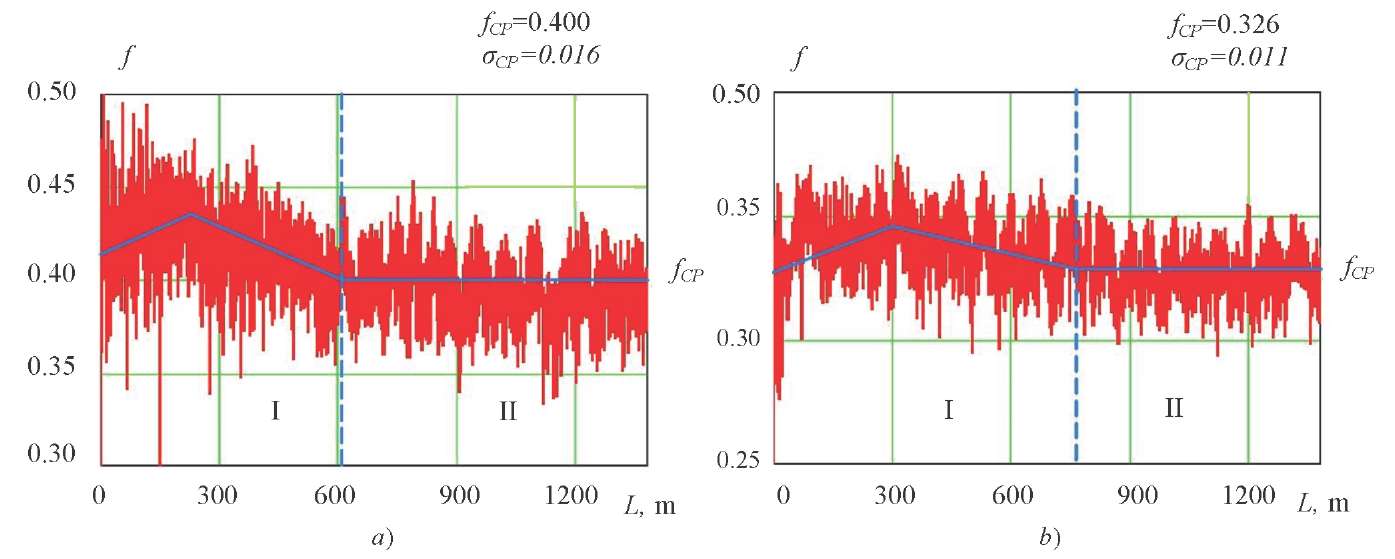
Fig. 4. Dependence of friction coefficients f on path L under friction on VT3-1 alloy
(Т=25о С, v=0.3 m/s): a) 2.23; b) VK8: I — run-in stage; II — stable friction stage
In the case of friction on a titanium alloy at different temperatures, the average friction coefficients and their standard deviations for all EHA were higher than for the base grade VK8. However, the lowest values of these parameters among the experimental compositions belong to alloy 2.23 (Fig. 4 a).
Under friction on steel 12Kh18N9T, both at room temperature and with heating, the largest values of parameters fср and σср belong to VK8 base alloy (at 25о С: fср=0.72 and σср=0.048; at 300о С: fср=0.68 and σср=0.032). In this series of experiments, the minimum coefficients of friction and its fluctuations were fixed for composition 2.22. Under friction without heating for this material, the values of the estimated parameters were fср=0.44 and σср=0.025, and at 300о С, they increased to fср=0.57 and σср= 0.029.
The average roughness of the friction tracks on the counterbodies was measured and compared for the maximum value of the friction path. Under friction on steel 12Kh18N9T, the smallest values of this parameter belong to alloy 2.22. At a temperature of 25° C, the roughness was Ra2.22=4.12 μm, at 300о С — Ra2.22=5.12 μm. The highest roughness values were recorded during friction of VK8 base alloy. At room temperature, the value of this parameter was RaВК8=5.07 μm, with heating of the friction zone — RaВК8=5.95 μm. High roughness values indicate that the frictional interaction of this material and stainless steel was accompanied by larger-scale destruction under the formation, and destruction of adhesive and cohesive seams on the surface of the counterbody material.
In a series of experiments with titanium alloy VT3-1, the best indicators of counterbody roughness were recorded after friction of the experimental composition 2.23 (Ra2.23=3.35 μm at 25о С and Ra2.23=4.54 μm at 300о С). The greatest surface damage was obtained for the samples after frictional interaction with alloy 2.22. The surface roughness during friction without heating was Ra2.22=6.88 μm, with heating — Ra2.22=8.07 μm.
Discussion and Conclusions. As a result of the study of the tribological characteristics of experimental hard alloys under friction on hard-to-cut materials, the best combinations in terms of the frictional interaction of a pair of materials have been established. For stainless steel 12Kh18N9T, the best tribological parameters were recorded under friction in combination with alloy 2.22, for titanium alloy — with composition 2.23. The friction process for these combinations of materials at different temperatures is characterized by minimal volumetric wear, low coefficients of friction, and a smaller scale of destruction of the surfaces of both hard-alloy indenters and counterbodies made of structural materials.
1. Ryzhkin AA, Meskhi BCh, Bokov AI, et al. Hard alloy based on tungsten carbide (options). RF patent no. 2531332, 2014. (In Russ.)
1. Cemented carbide microstructures: A review / J. García, V. C. Ciprés, A. Blomqvist, B. Kaplan // Journal of Refractory Metals and Hard Materials. — 2019. — Vol. 80. — P. 40–68. https://doi.org/10.1016/j.ijrmhm.2018.12.004
2. Ti(C,N) and WC-Based Cermets: A Review of Synthesis, Properties and Applications in Additive Manufacturing / L. Heydari, P. F. Lietor, F. A. Corpas-Iglesias, O. H. Laguna // Materials. — 2021. — Vol. 14. Art. 6786. https://doi.org/10.3390/ma14226786
3. Micromechanical properties of WC-(W, Ti, Ta, Nb) C-Co composites / D. A. Sandoval, J. J. Roa, O. Ther [et al.] // Journal of Alloys and Compounds. — 2019. — Vol. 777. — P. 593–601. https://doi.org/10.1016/j.jallcom.2018.11.001
4. Influence of Cemented Carbide Composition on Cutting Temperatures and Corresponding Hot Hardnesses / J. Pötschke, A. Kroedel, A. Vornberger [et al.] // Materials. — 2020. — Vol. 13. — Art. 4571. https://doi.org/10.3390/ma13204571
5. Analysis of Different Complex Multilayer PACVD Coatings on Nanostructured WC-Co Cemented Carbide / D. Ćorić, M. Šnajdar Musa, M. Sakoman, Ž. Alar // Coatings. — 2021. — Vol. 11. — Art. 823. https://doi.org/10.3390/coatings11070823
6. Siwak, P. Indentation Induced Mechanical Behavior of Spark Plasma Sintered WC-Co Cemented Carbides Alloyed with Cr3 C2 , TaC-NbC, TiC, and VC / P. Siwak // Materials. — 2021. — Vol. 14. — Art. 217. https://doi.org/10.3390/ma14010217
7. Yanju Qian. Microstructure and Properties of Ultrafine Cemented Carbides Prepared by Microwave Sintering of Nanocomposites / Yanju Qian, Zhiwei Zhao // Crystals. — 2020. — Vol. 10. — Art. 507. https://doi.org/10.3390/cryst10060507
8. Investigation on the mechanical properties of WC–Fe–Cu hard alloys / Zhao Zhenye, Lin Jianwei, Tang Huaguo [et al.] // Journal of Alloys and Compounds. — 2015. — Vol. 632. — P. 729–734. https://doi.org/10.1016/j.jallcom.2015.01.300
9. Microstructure evolution of WC grains in WC–Co–Ni–Al alloys: Effect of binder phase composition / Jianzhan Long, Kai Li, Fei Chen [et al.] // Journal of Alloys and Compounds. — 2017. — Vol. 710. — P. 338–348. https://doi.org/10.1016/j.jallcom.2017.03.284
10. Determination of the efficiency of high-entropy cutting tool materials / A. A. Ryzhkin, V. E. Burlakova, D. V. Moiseev [et al.] // Journal of Friction and Wear. — 2016. — Vol. 37. — P. 47–54. https://doi.org/10.3103/S1068366616010153
11. Ryzhkin, A. A. Wear and performance of hard alloys / A. A. Ryzhkin, V. E. Burlakova, A. A. Novikova // Russian Engineering Research. — 2018. — Vol. 38. — P. 438–441. https://doi.org/10.3103/S1068798X18060151
12. Рыжкин, А. А. О связи между износостойкостью и физическими свойствами инструментальных материалов / А. А. Рыжкин, В. В. Илясов // Вестник машиностроения. — 2000. — № 12. — С. 32–40.
13. Grzesik, W. Advanced Machining Processes of Metallic Materials: Theory, Modelling, and Applications, 2th ed. / Grzesik, W. — Elsevier. — 2017. — 578 p.
14. Analysis of Minimum Quantity Lubrication (MQL) for Different Coating Tools during Turning of TC11 Titanium Alloy / Sheng Qin, Zhongquan Li, Guoqiang Guo [et al.] // Materials. — 2016. — Vol. 9. — Art. 804. https://doi.org/10.3390/ma9100804
15. Leppert, T. Residual stresses in surface layer after dry and MQL turning of AISI 316L steel / Tadeusz Leppert, Ru Lin Peng // Production Engineering. — 2012. — Vol. 6. — P. 367–374. https://doi.org/10.1007/s11740-012-0389-3
16. Montgomery, D. C. Design and analysis of experiments. 8th ed. / D. C. Montgomery. — New York: John Wiley & Sons. — 2013. — 612 p.
Evgeniy V. Fominov
Rostov-on-Don
Constantine G. Shuchev
Rostov-on-Don
Мuharbiy М. Aliev
Rostov-on-Don
Fominov E.V., Shuchev C.G., Aliev M.M. Tribotechnical properties of experimental hard alloys with modified cobalt binder. Advanced Engineering Research (Rostov-on-Don). 2022;22(1):50-56. https://doi.org/10.23947/2687-1653-2022-22-1-50-56




Advanced Engineering Research (Rostov-on-Don)
ISSN 2687-1653 (Online)
Contact with: Publisher / Editorial Office of the Journal
Publisher: Don State Technical University - DSTU, Rostov-on-Don, Russia - https://donstu.ru/en/
Editor-in-Chief: Alexey N. Beskopylny, Dr.Sci. (Eng.), Professor, Vice-Rector, Don State Technical University (Rostov-on-Don, Russia)
Don State Technical University
1, Gagarin Sq., Rostov-on-Don, 344003, Russia
tel.: +7 (863) 2738-372, e-mail: vestnik@donstu.ru
16+
Processing of personal data




































