




Содержание
Перейти к:
https://doi.org/10.23947/2687-1653-2023-23-3-231-240
Перейти к:
Введение. При фрезеровании сложных поверхностей деталей выбор траекторий и ориентации инструмента влияют на параметры шероховатости. Однако в исследованиях, посвященных формированию траекторий, не учитываются рекомендации, позволяющие обеспечить качество микрогеометрии поверхностей. К тому же при написании программ для оборудования с ЧПУ в CAM-системах (от англ. computer-aided manufacturing — автоматизированное производство) ограничения режимов резания определяются исключительно с помощью геометрического подхода. Он не учитывает влияние углов ориентации сфероцилиндрического инструмента относительно плоскости нормали на качество обработки поверхностей, а именно на шероховатость.
Цель работы — создание методики по выбору предельных значений углов ориентации сфероцилиндрического инструмента для оптимизации процесса механической обработки пространственно-сложных поверхностей. Задачи: достижение минимальных значений амплитудного параметра шероховатости Rz и определение эффективности различных траекторий обработки.
Материалы и методы. Использовались методы корреляционного и регрессионного анализа, результаты сравнивались и обобщались. Для оценки параметров уравнения регрессии применялся метод наименьших квадратов. Для экспериментальных исследований задействовали обрабатывающий центр DMU 50 ecoline. Шероховатость измеряли на профилометре Surfcom 1800 D. Материал образцов — сталь 12Х18Н10Т. Материал инструмента — твердый сплав 1620 Sandvik с PVD-покрытием (от англ. physical vapor deposition — физическое осаждение паров металлов, ближайший отечественный аналог — Т15К6).
Результаты исследования. Детально показано, как параметры шероховатости Rz зависят от угла наклона и диаметра инструмента. Двадцать примеров представлены в виде таблицы. Естественные коэффициенты регрессии рассчитаны по линейной и гиперболической моделям. Установлено, что диаметр инструмента больше влияет на формирование параметра шероховатости Rz, чем угол наклона. Для детального описания особенностей влияния сравнивались коэффициенты множественной, частной, парной корреляции и множественной детерминации. Определены ограничения, связанные с углами наклона инструмента при обработке сложных поверхностей. Визуализирована схема для расчета угла нормали, которая включает выбранный шаг по оси для определения длин отрезков ломаной кривой. Даны в виде рисунков профилограммы поверхностей, полученные при различных траекториях формообразования. Это позволило сделать вывод о непригодности фрезерования сверху вниз при наклоне инструмента 5°– 35°. Составлена карта, по которой можно судить о шероховатости, зная вид фрезерования и угол наклона (от 5°до 80°). Графически показана зависимоcть параметра шероховатости от скорости обработки и применения охлаждающей жидкости. Сведены в таблицу расчетные параметры для определения оптимального угла наклона инструмента. Их анализ доказал адекватность предложенного метода подготовки управляющей информации.
Обсуждение и заключение. Представленная методика позволила определить оптимальные значения углов ориентации сфероцилиндрического инструмента с учетом скорости резания и достижения минимально возможного амплитудного параметра шероховатости Rz. Рассмотрена ситуация подачи fz = 0,4 мм/зуб для участков поверхности с суммарным углом 5°– 50°. В этом случае обработка по траекториям в попутном, встречном направлении и снизу вверх обеспечила шероховатость в диапазоне 3–6 мкм по параметру Rz. Траектория движения сверху вниз не рекомендована к применению на окончательных операциях из-за значительной высоты параметра Rz.
Гимадеев М.Р., Никитенко А.В., Беркун В.О. Влияние углов ориентации сфероцилиндрического инструмента на шероховатость при обработке сложнопрофильных поверхностей. Advanced Engineering Research (Rostov-on-Don). 2023;23(3):231-240. https://doi.org/10.23947/2687-1653-2023-23-3-231-240
Gimadeev M.R., Nikitenko A.V., Berkun V.O. Influence of the Sphero-Cylindrical Tool Orientation Angles on Roughness under Processing Complex-Profile Surfaces. Advanced Engineering Research (Rostov-on-Don). 2023;23(3):231-240. https://doi.org/10.23947/2687-1653-2023-23-3-231-240
Введение. Надежность деталей машин определяется такими эксплуатационными свойствами (ЭС) поверхностей, как износостойкость, герметичность, прочность, качество покрытий [1]. Эти ЭС зависят от физико-механических и геометрических параметров функциональных поверхностей, в том числе от шероховатости [2–4].
Анализ научной литературы позволяет говорить о растущем интересе к теме обеспечения нужных параметров шероховатости за счет обоснованного выбора траекторий формообразующих движений и ориентации сфероцилиндрического инструмента при фрезеровании пространственно-сложных поверхностей (ПСП) [5–7]. Примеры таких деталей: формообразующие элементы штамповой оснастки, мастер-модели для литья, исполнительные поверхности зубчатых передач [8–10].
Многие авторы изучали влияние стратегий при фрезеровании ПСП и методы оптимизации механической обработки [10–12]. Однако знания о формировании траекторий не учитывают рекомендации по обеспечению качества микрогеометрии поверхностей детали. Отметим также, что при создании программ для оборудования с ЧПУ в CAM-системах (от англ. computer-aided manufacturing — автоматизированное производство) ограничения режимов резания определяются исключительно с помощью геометрического подход [13][14]. Он не учитывает влияние углов ориентации сфероцилиндрического инструмента относительно плоскости нормали на качество обработки поверхностей, а именно на шероховатость. Преодолеть указанные недостатки может основанный на эмпирических моделях метод выбора углов ориентации инструмента. Его преимущества:
Цель исследования — создание методики по выбору предельных значений углов ориентации сфероцилиндрического инструмента для оптимизации процесса механической обработки пространственно-сложных поверхностей. Задачи: достижение минимальных значений амплитудного параметра шероховатости Rz и определение эффективности различных траекторий обработки.
Материалы и методы. Итак, CAM-системы позволяют формировать траектории многокоординатной обработки с отслеживанием таких дополнительных параметров, как столкновения, точка касания инструмента с деталью и т. п. Сфероцилиндрический инструмент касается детали в точке Pi (xi, yi, zi) = Pd (xd, yd, zd). При этом нужно избегать механообработки центром фрезы и ориентировать инструмент с углом наклона не менее 5° – 15°.
На окончательных операциях эффективная скорость резания обусловлена эффективным диаметром. При равной частоте вращения она увеличивается с ростом угла наклона инструмента к обрабатываемой детали. Повышение скорости резания в общем случае приводит к снижению микротвердости поверхности, а при увеличении V > 75 м/мин параметры микротвердости изменяются незначительно [12]. Скорость диссипации сильно зависит от скорости резания и объема удаляемого материала, поэтому для интенсификации процесса резания нужна смазочно-охлаждающая жидкость (СОЖ) [15].
Для экспериментов применялось технологическое оборудование с ЧПУ — пятикоординатный обрабатывающий центр DMU 50 ecoline с максимальной частотой шпинделя 8000 об/мин. Шероховатость поверхности измерялась профилометром Surfcom 1800 D. Для обработки стали 12Х18Н10Т использовались концевые фрезы Sandvik серии R216. Материал — твердый сплав 1620 с PVD-покрытием (от англ. physical vapor deposition — физическое осаждение паров металлов, ближайший отечественный аналог — Т15К6). Диаметр — 8 мм, число зубьев — 2. Для обеспечения равномерного припуска (ap = 0,2 мм) перед окончательной операцией фрезерования проводилась механическая обработка сфероцилиндрическими фрезами.
Результаты исследования. До определения углов наклона нужно установить, как переменные факторы влияют на функцию отклика. В данном случае речь идет о шероховатости поверхности по параметру Rz (мкм). Для нахождения эмпирических математических моделей фрезерования сфероцилиндрическим инструментом примем независимые переменные: X1 — диаметр (D, мм) и X2 — угол наклона инструмента (γ,°). Исходные данные для анализа рассмотрены в предыдущих исследованиях (при подаче на зуб fz = 0,4 мм/зуб) [16–19] (таблица 1).
Таблица 1
Параметры шероховатости Rz в зависимости от угла наклона и диаметра инструмента
|
Угол, ° |
Диаметр инструмента, мм |
|||
|
6 |
8 |
10 |
12 |
|
|
10 |
9,33 |
7,66 |
5,99 |
4,33 |
|
20 |
8,59 |
7,06 |
5,53 |
4,01 |
|
30 |
7,85 |
6,46 |
5,07 |
3,69 |
|
40 |
7,11 |
5,86 |
4,61 |
3,37 |
|
50 |
6,37 |
5,26 |
4,15 |
3,05 |
На основе теоретических данных о значимых факторах, влияющих на шероховатость, приняты линейная (1.1) и гиперболическая (1.2) модели:
 (1.1)
(1.1)
 (1.2)
(1.2)
Здесь рассчитанные естественные коэффициенты регрессии: a = 13,37;  = 10,25;
= 10,25;  = –0,66;
= –0,66; 
 = 0,51.
= 0,51.
Параметры уравнения двухфакторной регрессии оценивались по стандартному методу наименьших квадратов, поэтому для простоты изложения опустим формулы с указанием коэффициентов. Стандартизованные β-коэффициенты: 
 Сравнение модулей значений стандартизированных коэффициентов регрессии β позволяет заключить, что фактор X1 (диаметр инструмента) больше влияет на формирование параметра шероховатости Rz, чем X2 (угол наклона). Коэффициенты множественной, частной, парной корреляции и множественной детерминации:
Сравнение модулей значений стандартизированных коэффициентов регрессии β позволяет заключить, что фактор X1 (диаметр инструмента) больше влияет на формирование параметра шероховатости Rz, чем X2 (угол наклона). Коэффициенты множественной, частной, парной корреляции и множественной детерминации:
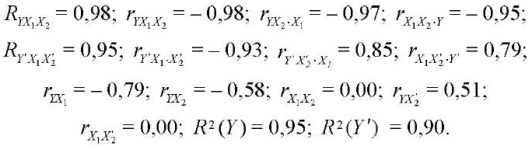
Сравнивая коэффициенты, делаем следующие выводы.
При закреплении фактора X2 на постоянном уровне фактор X1 наиболее сильно влиял на Rz (|0,98| > |0,79|). При сравнении коэффициентов гиперболической модели (|0,93| > |0,79|).
При закреплении фактора X1 влияние фактора X2 на Rz увеличилось для обеих моделей: линейной |0,97| > |0,58|, гиперболической |0,93| > |0,51|.
Для обеспечения однородности микрорельефа поверхности устанавливается зависимость подачи и эффективного диаметра инструмента (Dcap), который меняется в зависимости от угла обработки. Определим ограничения, связанные с углами наклона инструмента при обработке ПСП. Для этого поверхность детали нужно разбить на участки и рассчитать углы нормалей. Если z = f (x, y), то в общем случае ориентация инструмента к поверхности задается выбором направления нормали.
При cos γ = 1 / |N|:
 . (2.1)
. (2.1)
При cos γ = –1 / |N|:
 (2.2)
(2.2)
Для определения угла наклона касательной плоскости можно воспользоваться уравнением:
 , (3)
, (3)
где α = |90°– γ|.
В работе А.В. Никитенко [20] представлена модель оптимизации угла ориентации детали с поправочными углами наклона А и B относительно осей X и Y:
 (4)
(4)
Для частного случая (рис. 1) определение угла λ к нормали N:
 (5)
(5)
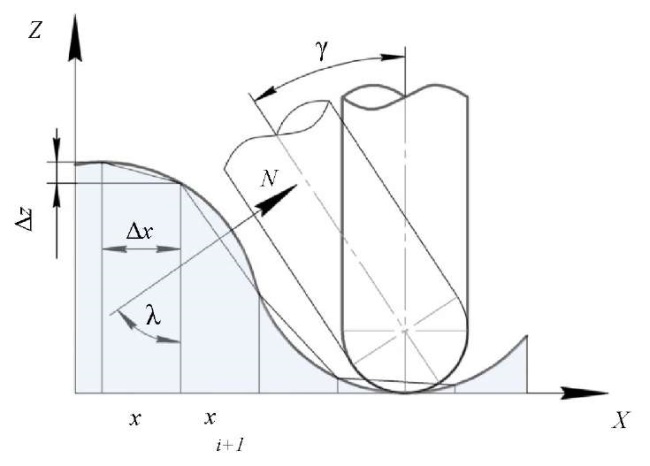
Рис. 1. Схема для расчета угла нормали:
N — нормаль;
λ — угол к нормали;
Δx — выбранный шаг по оси X для расчета длин отрезков ломаной кривой, мм;
Δz — расстояние по оси Z, зависящее от шага по оси X, мм
При дискретно заданном профиле поверхности длина кривой, описывающая геометрию профиля:
 (6)
(6)
Здесь длина участка ломаной
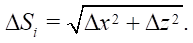
В качестве выходного параметра рассматривается шероховатость Rz (рис. 2) с учетом ограничений, связанных с траекториями движения и углами наклона сфероцилиндрического инструмента.
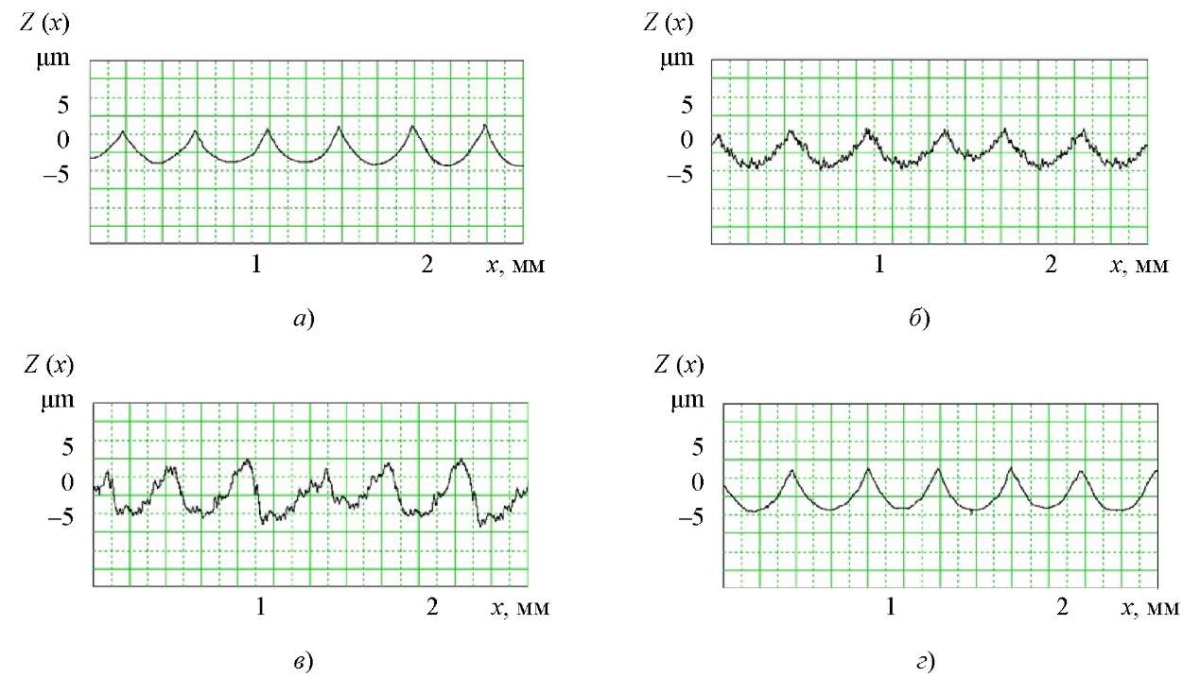
Рис. 2. Профилограммы поверхностей,
полученные при различных траекториях формообразования при Γ = 35°– 45°:
а — попутное фрезерование;
б — встречное фрезерование;
в — фрезерование сверху вниз;
г — фрезерование снизу вверх
Фрезерование сверху вниз характеризуется наибольшей амплитудой, неравномерностью полученного профиля поверхности и не рекомендуется для формообразования инструментом, наклоненным под углом 5° – 35°.
Карта выбора шероховатости (рис. 3) по параметру Rz составлена результатам данного и предыдущих исследований [16–19].
Рис. 3. Карта выбора шероховатости
При использовании СОЖ на поверхностях контакта инструмента и материала заготовки образуется пленка, которая способствует снижению адгезионного износа. На скорости резания V > 70 м/мин уменьшается воздействие динамического трения. При этом сокращается длительность физико-химического воздействия среды на контактные поверхности, что ограничивает эффект от применения СОЖ (рис. 4).
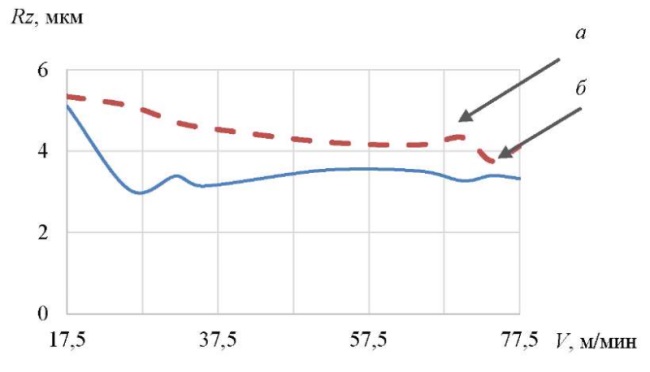
Рис. 4. Зависимоcть параметра шероховатости Rz от скорости механообработки:
а — без СОЖ; б — с применением СОЖ
Рассматриваемая методика направлена не на установление критических значений возможных углов ориентации сфероцилиндрического инструмента для конкретного объекта, а на достижение параметров шероховатости с учетом эффективной скорости резания, подачи и углов наклона для широкого спектра деталей, обладающих вогнуто-выпуклыми и линейными участками. Такой подход позволит обобщить и уточнить способы оптимизации механической обработки. Кроме шероховатости проанализированы ограничения минимальной эффективной скорости резания, зависящей от эффективного диаметра инструмента. При этом минимальная рекомендуемая эффективная скорость резания (Vcap) — 75 м/мин.
По подаче и по боковому шагу угол ориентации инструмента может соответствовать положительным и отрицательным значениям. При расчете он учитывался по модулю. На основании расчетных данных (таблица 2) профиль поверхности (рис. 1) разбит на участки. Определены углы нормалей и назначены траектории формообразующих движений для обеспечения требуемой шероховатости с учетом углов наклона инструмента.
Таблица 2
Расчетные параметры для определения оптимального угла наклона инструмента
|
n |
Δz, мм |
Δx, мм |
λ,° |
Γ = λ + γ,° |
Vсap при γ = 5, м/мин |
||
|
γ = 1 |
γ = 3 |
γ = 5 |
|||||
|
1 |
0,16 |
0,25 |
3,59 |
4,59 |
6,59 |
8,59 |
68,0 |
|
2 |
0,48 |
10,83 |
11,83 |
13,83 |
15,83 |
84,4 |
|
|
3 |
0,82 |
18,25 |
19,25 |
21,25 |
23,25 |
99,8 |
|
|
4 |
1,22 |
26,01 |
27,01 |
29,01 |
31,01 |
114,2 |
|
|
5 |
1,71 |
34,34 |
35,34 |
37,34 |
39,34 |
127,2 |
|
|
6 |
2,38 |
43,64 |
44,64 |
46,64 |
48,64 |
138,6 |
|
|
7 |
3,55 |
54,82 |
55,82 |
57,82 |
59,82 |
147,5 |
|
|
8 |
6,59 |
69,21 |
70,21 |
72,21 |
74,21 |
150,7 |
|
|
9 |
4,56 |
61,26 |
62,26 |
64,26 |
66,26 |
150,1 |
|
|
10 |
2,81 |
48,39 |
49,39 |
51,39 |
53,39 |
143,1 |
|
|
11 |
1,98 |
38,41 |
39,41 |
41,41 |
43,41 |
132,7 |
|
|
12 |
1,43 |
29,71 |
30,71 |
32,71 |
34,71 |
120,3 |
|
|
13 |
1,00 |
21,73 |
22,73 |
24,73 |
26,73 |
106,5 |
|
|
14 |
0,63 |
14,17 |
15,17 |
17,17 |
19,17 |
91,5 |
|
|
15 |
0,30 |
6,87 |
7,87 |
9,87 |
11,87 |
75,5 |
|
|
16 |
0,01 |
0,32 |
1,32 |
3,32 |
5,32 |
60,2 |
|
|
17 |
0,33 |
7,52 |
8,52 |
10,52 |
12,52 |
77,0 |
|
|
… |
… |
… |
… |
… |
… |
… |
|
|
ni |
1,03 |
22,43 |
23,43 |
25,43 |
27,43 |
107,8 |
|
|
ni+1 |
1,47 |
30,46 |
31,46 |
33,46 |
35,46 |
121,5 |
|
Измеренные значения шероховатости с учетом рекомендуемых углов наклона сфероцилиндрического инструмента и траектории движения являются минимальными по параметру Rz (от 3 до 6 мкм). При этом указанные значения соотносятся с данными других исследований (рис. 3). Это позволяет сделать вывод об адекватности предложенного метода подготовки управляющей информации.
Обсуждение и заключение. Представленная методика выбора предельных значений углов ориентации сфероцилиндрического инструмента может использоваться для обработки ПСП одним инструментом без замены с учетом принятых ограничений. Предложенный подход позволяет определить оптимальные значения углов ориентации сфероцилиндрического инструмента с учетом скорости резания и достижения минимально возможного амплитудного параметра шероховатости Rz.
Рассмотрим ситуацию для участков поверхности с суммарным углом 5° – 50° при подаче fz = 0,4 мм/зуб. В этом случае обработка по траекториям в попутном направлении, снизу вверх и во встречном направлении позволила обеспечить шероховатость в диапазоне 3–6 мкм по параметру Rz. Это меньше максимальных полученных значений на 15–30 %. При углах 10°– 40° и попутном направлении обработки фиксировались минимальные значения Rz — 3–4 мкм. Траектория движения сверху вниз не рекомендована к применению на окончательных операциях из-за существенной высоты профиля Rz. При этом значения 4,1–6 мкм для данной траектории достигнуты в узком диапазоне углов — 40° – 50°.
1. Суслов А.Г., Федоров В.П., Нагоркин М.Н., Пыриков И.Л. Комплексный подход к экспериментальным исследованиям технологических систем металлообработки по обеспечению параметров качества и эксплуатационных свойств поверхностей деталей машин. Наукоемкие технологии в машиностроении. 2018;88(10):3–13. https://doi.org/10.30987/article_5bb4b1f9abbc54.46761484
2. Пономарев Б.Б., Нгуен С.Х. Оценка шероховатости при пятикоординатном чистовом фрезеровании поверхностей сфероцилиндрической фрезой. Известия высших учебных заведений. Машиностроение. 2020;(5(722)):21–31. https://doi.org/10.18698/0536-1044-2020-5-21-31
3. Pimenov D., Hassui A., Wojciechowski S., Mia M., Magri A., Suyama D.I., et al. Effect of the Relative Position of the Face Milling Tool towards the Workpiece on Machined Surface Roughness and Milling Dynamics. Applied Sciences. 2019;9(5):842. https://doi.org/10.3390/app9050842
4. Аверченков В.И., Филиппова Л.Б., Пугач Л.И. Программный комплекс определения величины коррекции на инструмент для обрабатывающих центров с датчиками активного контроля. Известия Тульского государственного университета. Технические науки. 2013;(7–1):70–78. URL: https://tidings.tsu.tula.ru/tidings/pdf/web/file/tsu_izv_technical_sciences_2013_07_part_1.pdf (дата обращения: 05.04.2023).
5. Ižol P., Vrabel M., Maňková I. Comparison of Milling Strategies when Machining Freeform Surfaces. Materials Science Forum. 2016;862:18–25. https://doi.org/10.4028/www.scientific.net/MSF.862.18
6. Hassanpour H., Shajari S., Rasti A., Sadeghi M.H. Investigation of Milling Strategies Effect on Microhardness of a Typical Curved Surface. Modares Mechanical Engineering. 2015;15(2):34–40. URL: https://www.researchgate.net/publication/270449928_Investigation_of_milling_strategies_effect_on_microhardness_of_a_typical_curved_surface (accessed: 05.04.2023).
7. Shajari S., Sadeghi M.H., Hassanpour H. The Influence of Tool Path Strategies on Cutting Force and Surface Texture during Ball End Milling of Low Curvature Convex Surfaces. The Scientific World Journal. 2014;2014:374526. https://doi.org/10.1155/2014/374526
8. Matras A., Kowalczyk R. Analysis of Machining Accuracy during Free form Surface Milling Simulation for Different Milling Strategies. Proceedings of the SPIE. 2014;9290:1–7. https://doi.org/10.1117/12.2075081
9. Пономарев Б.Б., Нгуен Ши Хьен. Влияние ориентации инструмента на силы резания при концевом фрезеровании. Известия высших учебных заведений. Машиностроение. 2019;(3(708)):11–20. https://doi.org/10.18698/0536-1044-2019-3-11-20
10. Mali R.A., Gupta T.V.K., Ramkumar J. A Comprehensive Review of Free-Form Surface Milling — Advances over a Decade. Journal of Manufacturing Processes. 2021;62:132–167. https://doi.org/10.1016/j.jmapro.2020.12.014
11. Xiurong Zhu, Yeu Wang. Process Analysis and Parameter Optimization of Five Axis NC Machine for Machining Complex Curved Surface Impellers. In: Proc. International Conference on Intelligent Transportation, Big Data & Smart City (ICITBS). New York: IEEE; 2019. P. 122–124. https://doi.org/10.1109/ICITBS.2019.00036
12. Жидяев А.Н., Мещеряков А.В., Проничев Н.Д., Шулепов А.П. Экспериментальное исследование влияния режимов фрезерования и упрочнения на параметры качества поверхностного слоя деталей из жаропрочных сплавов и сталей. Вестник Самарского государственного аэрокосмического университета. 2012;(5–2(36)):245–251. URL: https://cyberleninka.ru/article/n/eksperimentalnoe-issledovanie-vliyaniya-rezhimov-frezerovaniya-i-uprochneniya-naparametry-kachestva-poverhnostnogo-sloya-detaley-iz/viewer (дата обращения: 05.04.2023).
13. Лапшин В.П., Христофорова В.В., Носачев С.В. Взаимосвязь температуры и силы резания с износом и вибрациями инструмента при токарной обработке металлов. Обработка металлов (технология, оборудование, инструменты). 2020;22(3):44–58. https://doi.org/10.17212/1994-6309-2020-22.3-44-58
14. Blau P., Busch K., Dix M., Hochmuth C., Stoll A., Wertheim R. Flushing Strategies for High Performance, Efficient and Environmentally Friendly Cutting. Procedia CIRP. 2015;26:361–366. https://doi.org/10.1016/j.procir.2014.07.058
15. Кущева М.Е., Клауч Д.Н., Кобелев О.А. Принципы выбора смазочно-охлаждающих технологических сред для обработки металлов резанием. Известия МГТУ «МАМИ». 2014;8(1–2):73–76. https://doi.org/10.17816/2074-0530-67737
16. Gimadeev M.R., Li A.A. Analysis of Systems for Automated Provision of Surface Roughness Parameters Based on Dynamic Monitoring. Advanced Engineering Research (Rostov-on-Don). 2022;22(2):116–129. https://doi.org/10.23947/2687-1653-2022-22-2-116-129
17. Гимадеев В.М., Давыдов А.В., Никитенко А.В., Сарыгин А.В. Формирование параметров шероховатости на основе корреляционных связей при чистовом фрезеровании пространственно-сложных поверхностей. Упрочняющие технологии и покрытия. 2019;15(6(174)):243–249. URL: https://www.mashin.ru/files/2019/up619_web.pdf (дата обращения: 05.04.2023).
18. Гимадеев М.Р., Давыдов В.М. Корреляционные связи показателей шероховатости при фрезеровании сферическим инструментом. Сборка в машиностроении, приборостроении. 2019;(5):219–224.
19. Гимадеев М.Р., Ли А.А., Беркун В.О., Стельмаков В.А. Экспериментальное исследование динамики процесса механообработки концевыми сфероцилиндрическими фрезами. Обработка металлов (технология, оборудование, инструменты). 2023;25(1):44–56. https://doi.org/10.17212/1994-6309-2023-25.1-44-56
20. Никитенко А.В. Разработка модели оптимизации угла ориентации заготовки при обработке сложнопрофильных поверхностей. Ученые заметки ТОГУ. 2021;12(2):66–69. URL: https://pnu.edu.ru/media/ejournal/articles-2021/TGU_12_71.pdf (дата обращения: 05.04.2023).
Михаил Радикович Гимадеев, кандидат технических наук, доцент кафедры технологической информатики и информационных систем
680035, г. Хабаровск, ул. Тихоокеанская, 136
Александр Васильевич Никитенко, кандидат технических наук, доцент кафедры технологической информатики и информационных систем
680035, г. Хабаровск, ул. Тихоокеанская, 136
Вера Олеговна Беркун, инженер-конструктор ООО «ПромМаш»; аспирант кафедры технологической информатики и информационных систем Тихоокеанского государственного университета
680031, г. Хабаровск, ш. Матвеевское, 42 а, л 1
680035, г. Хабаровск, ул. Тихоокеанская, 136
Гимадеев М.Р., Никитенко А.В., Беркун В.О. Влияние углов ориентации сфероцилиндрического инструмента на шероховатость при обработке сложнопрофильных поверхностей. Advanced Engineering Research (Rostov-on-Don). 2023;23(3):231-240. https://doi.org/10.23947/2687-1653-2023-23-3-231-240
Gimadeev M.R., Nikitenko A.V., Berkun V.O. Influence of the Sphero-Cylindrical Tool Orientation Angles on Roughness under Processing Complex-Profile Surfaces. Advanced Engineering Research (Rostov-on-Don). 2023;23(3):231-240. https://doi.org/10.23947/2687-1653-2023-23-3-231-240



ISSN 2687-1653 (онлайн)
Связаться с: Издателем / Редакцией журнала
Издатель: Донской государственный технический университет - ДГТУ, Ростов-на-Дону, Россия - https://donstu.ru/
Главный редактор: доктор технических наук, профессор, проректор Донского государственного технического университета Бескопыльный Алексей Николаевич





































