




Contents
Scroll to:
https://doi.org/10.23947/2687-1653-2025-25-1-32-42
EDN: LQYCND
Scroll to:
Introduction. Modern research aimed at improving the efficiency of the workpart procedures emphasizes the importance of taking into account the effect of periodic disturbances on the cutting dynamics. However, few works consider uncontrolled periodic disturbances, whose sources are spindle units and the supporting system of the machine. These disturbances also have a significant impact on the final quality indicators of the cutting process. Therefore, an urgent task in the mechanical engineering technology is to establish patterns of the effect of uncontrolled disturbances on the dynamics of the cutting process, which is particularly important for the development of systems for the automated selection of operating conditions or vibration diagnostics systems. This research is aimed at determining the mechanism of influence of periodic fluctuations of processing parameters caused by vibration disturbances on the temperature of the front face of the turning cutter, which is the key indicator of the development of diffusion wear of the carbide tool.
Materials and Methods. The study of the effect of periodic disturbances on the temperature of the front face of the tool was performed in two stages. At the first stage, based on a full-scale experiment on finishing longitudinal turning of blanks made of 10GN2MFA steel with cutters with T15K6 hard alloy plates, the parameters of the disturbance model in the system were identified, namely, the oscillatory accelerations of the tool under its wear. The vibration characteristics of the 16K20 universal lathe were measured using a vibration stand assembled on the basis of AP2089–100–3.3–02B vibration transducers, with a signal sampling frequency of 10 kHz. At the second stage, a digital study of the simulated disturbances and their effect on the dynamics of the cutting process was carried out. The results of the experiments were analyzed to compare the calculated maximum temperature of the front face of the tool at the moments when one of the specified output parameters of processing, obtained as a result of digital modeling, reaches an extreme value under the impact of periodic disturbances.
Results. It has been established that fluctuations in the parameters of operating cutting modes caused by periodic disturbances lead to temperature fluctuations in the contact zone of the tool and the blank. The greatest impact on the temperature in the cutting system under study was exerted by the combination of processing parameters at the moments of reaching extreme feed values. However, when fluctuations in cutting depth and speed reached extreme values, no significant changes in contact temperature were observed.
Discussion and Conclusion. The results of the conducted research emphasize the importance of analyzing the effect of periodic disturbances on pulse changes in contact temperature in the processing zone. The presented model of the relationship between tool vibrations and temperature in the cutting zone can be used to optimize turning modes. The criterion of optimality is the minimization of tool wear, which is determined on the basis of an analysis of temperature fluctuations and vibration activity signals of the tool.
Fominov E.V., Gvindjiliya V.E., Marchenko A.A., Shuchev C.G. Effect of Periodic Fluctuations of Cutting Mode Parameters on the Temperature of the Front Face of a Turning Tool. Advanced Engineering Research (Rostov-on-Don). 2025;25(1):32-42. https://doi.org/10.23947/2687-1653-2025-25-1-32-42. EDN: LQYCND
Introduction. Metal cutting is a complex nonlinear process characterized by irreversible transformations of mechanical energy into thermal energy. Plastic deformations and friction processes between the material and the front and back faces of the tool form the main set of factors that directly affect the intensity of heat generation in the contact zone. In turn, this determines the level of wear and cyclic resistance of the cutting tool (CT). In the traditional consideration of the effect of temperature on the wear resistance of cutting tools, it is common to speak about the average value of this parameter in the cutting zone. However, it should be emphasized that the pattern of the temperature distribution on the contact areas [1] and in the volume of the tool material [2] also significantly affects the tool life period.
Cutting temperature is an important indicator of the thermal dissipative properties of wear-resistant coatings [3], the efficiency of using lubricating and cooling processing aids (LCPA) [4], and the selection of conditions for supplying LCPA to the cutting zone [5]. Temperature control is particularly important when cutting without using LCPA [6] or with their minimal use [7]. Evaluation of the thermal state of the cutting zone is of primary importance when processing blanks made of materials with low thermal conductivity [8], as well as when selecting optimal cutting conditions that provide a given surface quality of the part [9] and minimal wear of the cutting tool [10].
In this paper, the contact zone of the chip with the front face of the tool in the area of secondary plastic deformations (SPD) is considered as a heavily loaded tribosystem. The contact area and its speed depend significantly on the cutting modes [11][12]. In accordance with the scientific approach of A.V. Chichinadze and K.G. Shuchev, the temperature distribution along the length of a heavily loaded tribocontact is described on the basis of the analysis of the surface plastically deformable microvolume in the blank (chip), which is considered as a zone of quasi-viscous flow of the material. This process is related to the heat release due to viscous dissipation of friction energy [13]. The key factors, that determine the contact temperature in a real cutting system and are considered as input parameters in the resulting mathematical model, may evolve, e.g., through changing the length of contact along the front surface of the tool with increasing wear, and also manifest themselves in the form of periodic fluctuations in the cutting operating practice.
Periodic fluctuations are deviations of the control system parameters, which are primarily affected by spindle group runouts and kinematic disturbances. As a result of spindle runouts, periodic variations in the area of the cut layer occur, which, in turn, causes a change in the parameters of the dynamic cutting system. These data are confirmed by the results of studies conducted by A.V. Push [14]. Fluctuations in the parameters relative to their nominal values can cause periodic or pulsed changes in the temperature distribution on the surface of the tribocontact “front face-chip”, along with such factors as adhesion and diffusion processes, as well as tribochemical reactions. Thus, a set of values of the parameters of cutting operating practice at each moment in time determines the change in temperature in the cutting system. The study of this relationship is based on both physical and mechanical experiments and a digital model of the dynamics of the cutting process [15][16]. Unlike previously conducted studies, the experimental and analytical models presented in the article allow for a virtual assessment of temperature variation caused by fluctuations in cutting mode parameters. Pulse energy loads on the tool, determined using a digital model and caused by thermodynamic processes in the contact zone, can serve as a basis for predicting tool life and determining cutting modes by the criterion of minimizing resource costs for processing the blank. At the same time, the digital model of the system takes into account experimentally obtained data on the dynamics of the cutting process, received during full-scale tests using a vibration stand and a dynamometer, which allows reaching the most reliable results.
The objective of this research was to increase the efficiency of the cutting process by determining the mechanism of the effect of periodic fluctuations in the parameters of the processing modes on the temperature of the front face of the turning cutter, which is the main indicator of the development of diffusion and oxidation types of wear of the carbide tool. In the future, the presented mathematical models and methods will allow determining such cutting modes in which temperature variation in the contact zone “front surface – chips” will be minimal.
Materials and Methods. The experiments were conducted under natural conditions during external longitudinal turning without cooling the blanks with a diameter of d = 120 mm, made of 10GN2MFA stainless steel using T15K6 carbide plates with a special coating. The cutting speed was V = 130 m/min, feed — s = 0.15 mm/rev, and the cutting depth — t = 0.5 mm. The cutting geometry was as follows: rake angle γ = 10°, clearance angle α = 10°, plan approach angle φ = 95°, and the plate vertex radius r = 0.5 mm. The average temperature in the cutting zone was measured by the relative thermal emf method, using a laboratory measuring stand for turning model STD 201.1 and digital converters from National Instruments, while preliminary calibration of the thermocouple was performed.
The vibration characteristics of the universal lathe 16K20 used in the experiments were recorded by the vibration stand, which was assembled on the basis of vibration transducers A603C01. For data processing, an external ADC/DAC module E14-440 was used, which provided signal conversion from vibration sensors, as well as a signal amplifier. The sampling frequency was 10 kHz per data acquisition channel. The sensors were installed on the cutter in three orthogonal directions relative to the blank — longitudinal, transverse, and tangential. Digital data processing was performed using Signal Processing Toolbox in the MATLAB software environment.
The model of the dynamic cutting system is represented by a set of three interconnected subsystems. The first subsystem provides the movement of the cutting tool relative to the blank, setting the operating cutting modes, as well as the inertial-dissipative properties of the system. The second subsystem is responsible for elastic deformations and cutting forces acting on the cutting tool. The third subsystem implements a block for generating uncontrolled disturbances, whose source are kinematic disturbances from the machine drive system and spindle unit runouts [15].
Uncontrolled disturbances affect the resulting velocity vector of the tool tip relative to the blank, as well as the cutting force of the tool. When modeling the dynamics of the treatment process, it is necessary to disclose the formation of the values of the parameters of the cutting speed V (mm/s), feed rate s (mm/rev), and cutting depth t (mm). For each parameter, they are represented by the sum of the value specified by the control system (V0, s0, t0,), deformation displacements δ (mm), and the rates of deformation displacements η = dH/d = {ηX, ηY, ηZ} (mm/s), as well as vibration disturbances Δ = {ΔX, ΔY, ΔZ} (mm). Vibration disturbances are periodic functions of time in their structure, they can be represented as:
where An, ωn — respectively, the amplitudes and frequencies of the oscillators disturbing the tool movement in the directions i = {X, Y, Z}, determined experimentally. The final representation of the operating cutting modes is modeled in the following form:
where τ0 = 1/Ω — time of one revolution of the part, s; Ω — frequency of rotation of the part, Hz; V2 = s0 ∙ Ω, mm/s.
The evolutionary change in the contact length l к along the front bevel and wear along the rear surface of the plate h з was determined using a metallographic inverted microscope LaboMet-I4, which was equipped with a digital visualization system. In this case, the geometry of the plate was taken into account. The shrinkage coefficient of the chips was estimated by the weight method using laboratory scales of the Massa-K-150-1 type.
To construct a theoretical temperature distribution along the contact length, the dependence proposed by Chichinadze-Shuchev was used:

 (1)
(1)
where x = 0… lk /2; ω02 — initial density of the heat source in the blank:
 (2)
(2)
where h — thickness of plastically deformed layer in chips; ω01 — maximum volume density of heat source from friction forces in the tool body, W/m3; q0 — specific friction power for the front face, W/m2; k1,2 — localization coefficients of heat absorption source for the tool and blank, respectively, m–1; a2 — thermal diffusivity coefficient of the blank, m²/s; λ1,2 — thermal conductivity coefficient of the hard alloy and the blank material, respectively, W/m·°С; Vc — speed of the chip movement along the front face, m/s; τk — average shear stress on the front face, Pa; t пл – melting temperature of the blank material, °C; k — temperature coefficient, °C, k = 7.143·10-4 t пл; tH — temperature difference inside the plastically deformed layer, °C; h — thickness of the secondary plastic deformation zone in the chip, m.
where Ак — contact area, m2; Pk — contact perimeter, m; α1 — heat transfer coefficient of the tool material, m2/°C.
The calculation of the temperature distribution according to dependence (1) was performed taking into account the change in the thickness of the plastically deformed layer along the length of the contact. The type of dependence h = f(x) was determined separately for each of the combinations of parameters V, s and t at the moment of fluctuation through modeling the deformation processes in the chips using the finite element method according to the technique [17].
Research Results. An increase in the contact length on the front face of the cutter due to wear processes contributes to a growth of temperature, which reaches its maximum values as the cutting system approaches critical wear. According to the results of a full-scale experiment, the cutting system reaches the critical wear value on the rear face of the tool h h з = 0.12 mm (Fig. 1 a) in 24 minutes, the contact length on the front face by this time is l к = 0.445 mm (Fig. 1 b), the length of the SPD section is l1 = l к/2 = 0.2225 mm.
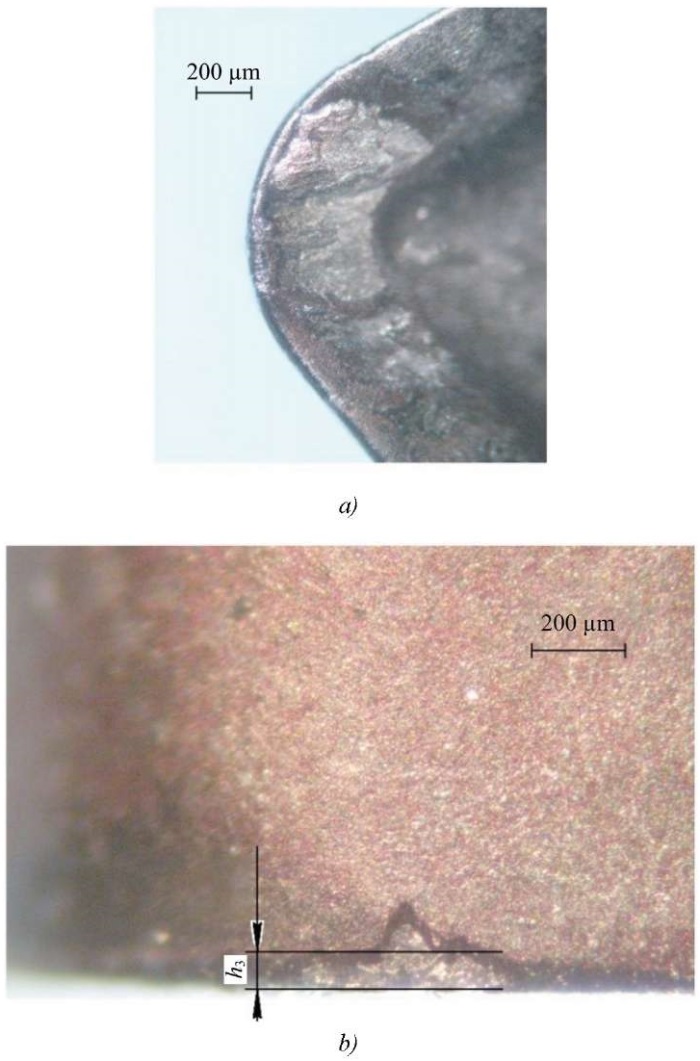
Fig. 1. Evaluation of wear of the plate working faces:
a — contact area on the front face; b — contact area on the back face
Figure 2 a shows the real-time temperature change for the last pass of the life tests. The processing time for each pass was 5.97 minutes, and the length of the linear section of the machined surface of the blank was 300 mm. An increase in temperature was recorded over time during each experiment (Fig. 2 b), as well as a growth of the average temperature in the experiment with an increase in the number of passes performed by the cutting plate. The average actual temperature in the cutting zone for the last pass was Tср = 921°С with an average amplitude 27.6°С (Fig. 2 b).
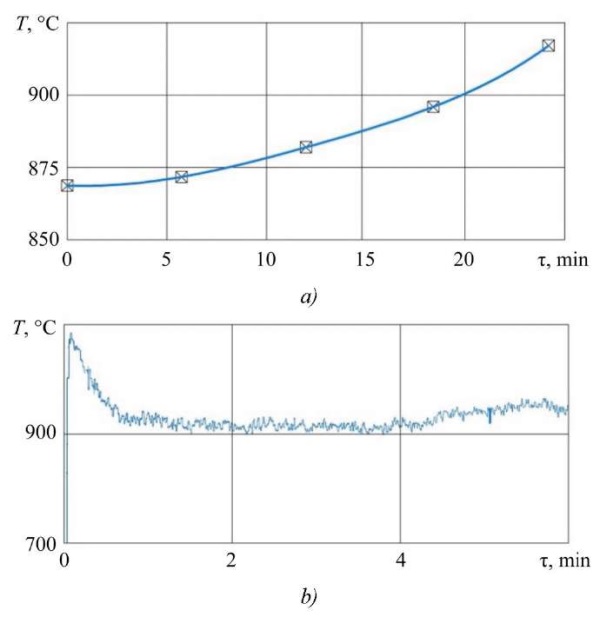
Fig. 2. Evaluation of the thermodynamic state of the cutting zone during life tests:
a — average temperatures for each completed pass;
b — temperature in the cutting zone for the last pass.
The values of the chip shrinkage coefficient based on the results of the full-scale experiment were 2.61–2.85, which confirmed the adequacy of the calculated values used for modeling (Table 1). Based on the analysis and processing of vibration acceleration data (Fig. 3 a), their power spectrum was determined. It is presented in relative units to the dispersion in Figure 3 b.
The spectral characteristic clearly shows three main peaks, which actually determine the fundamental resonant frequencies of the system based on the data of the measuring complex installed on the machine support system.
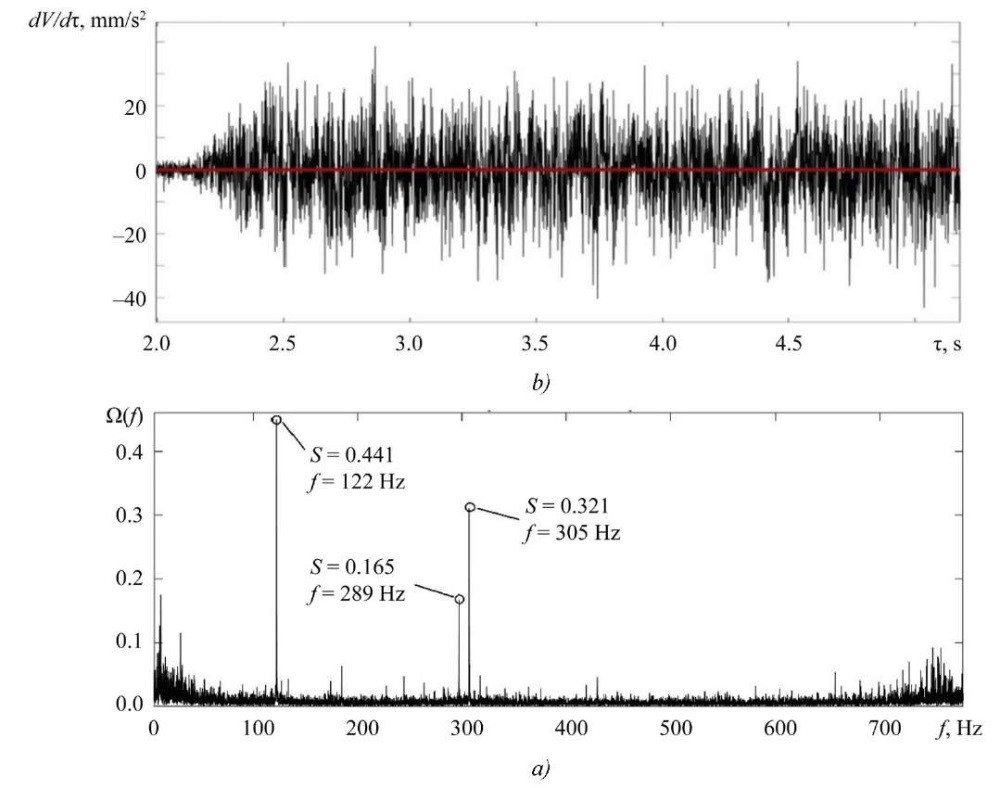
Fig. 3. Experimentally measured characteristics of the cutting process:
a — oscillatory accelerations of the tool tip in the tangential direction;
b — vibration signal spectrum dV/dτ
After identifying the parameters of vibration disturbances, we consider their effect on the trajectories of operating cutting modes in a digital simulation model of the cutting process using the example of changing the trajectories of the cutting speed (Fig. 4).
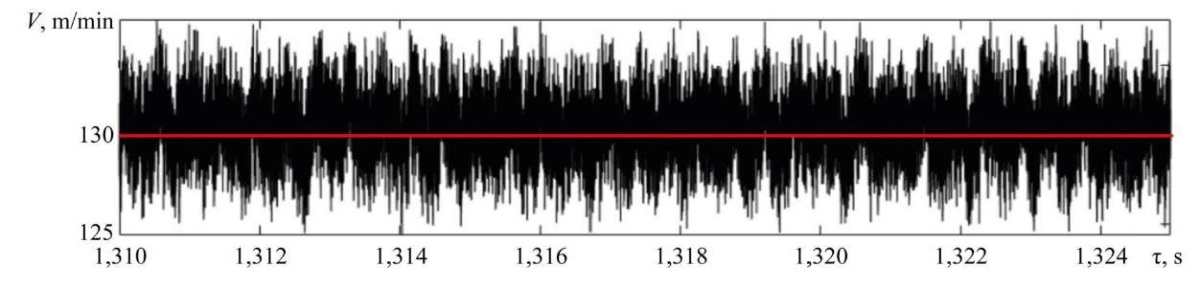
Fig. 4. Example of cutting speed trajectories V taking into account vibrations in the digital model
The analysis of the system dynamics at the stage of stabilization of the tool wear intensity (τ = 20–25 min), at the moments of extreme fluctuations in cutting modes, showed that the maximum calculated temperature of the front face  , reached according to dependence (1) at x = l1 for nominal values of the parameters V, s and t, was 1,097.25°С (Table 1).
, reached according to dependence (1) at x = l1 for nominal values of the parameters V, s and t, was 1,097.25°С (Table 1).
Table 1
Calculated Values of Cutting Process Parameters at Fluctuation Moments
|
State of the parameter at the moment of fluctuation |
V, m/min |
s, mm/rev |
t, mm |
Ka |
Vс, m/min |
|
АТ,°С |
|
nominal |
130.0 |
0.150 |
0.500 |
2.797 |
46.47 |
1,097.25 |
– |
|
V→max |
135.1 |
0.151 |
0.541 |
2.861 |
47.08 |
1,100.31 |
18.130 |
|
V→min |
124.4 |
0.189 |
0.524 |
2.641 |
49.23 |
1,115.38 |
|
|
s→max |
130.5 |
0.225 |
0.548 |
2.524 |
51.47 |
1,141.75 |
61.919 |
|
s→min |
132.1 |
0.101 |
0.463 |
3.101 |
42.03 |
1,079.83 |
|
|
t→max |
133.8 |
0.177 |
0.552 |
2.658 |
48.90 |
1,112.37 |
15.120 |
|
t→min |
132.7 |
0.146 |
0.446 |
2.861 |
45.43 |
1,098.56 |
Let us consider the maximum cutting speed Vmax = 135.1 m/min, which, according to the digital modeling results, is periodically repeated in the studied time interval. At this moment, the feed and cutting depth take values s = 0.151 mm/rev and t = 0.541 mm (Fig. 5 a, b, c).

Fig. 5. Cutting mode values at maximum cutting speed:
a — cutting speed; b — feed rate; c — cutting depth
As a result of this combination of cutting conditions, the maximum contact temperature at the moment of fluctuation increases slightly (Table 1). When the cutting speed reaches the lowest value (124.4 m/min), the accompanying change in the parameters s and t causes an increase in the maximum temperature to 1,115.38 °C, as shown in Table 1. In this case, temperature fluctuations reach АТ = 18.13°С. At extreme values of the cutting depth in combination with the change in speed and feed at this moment, an increase in the contact temperature is observed up to a maximum of 1,112.37°C (Table 1). The greatest effect on the temperature of the front face in the studied cutting system is exerted by extreme values of feed at the moment of fluctuation (Fig. 6 a, b, c).
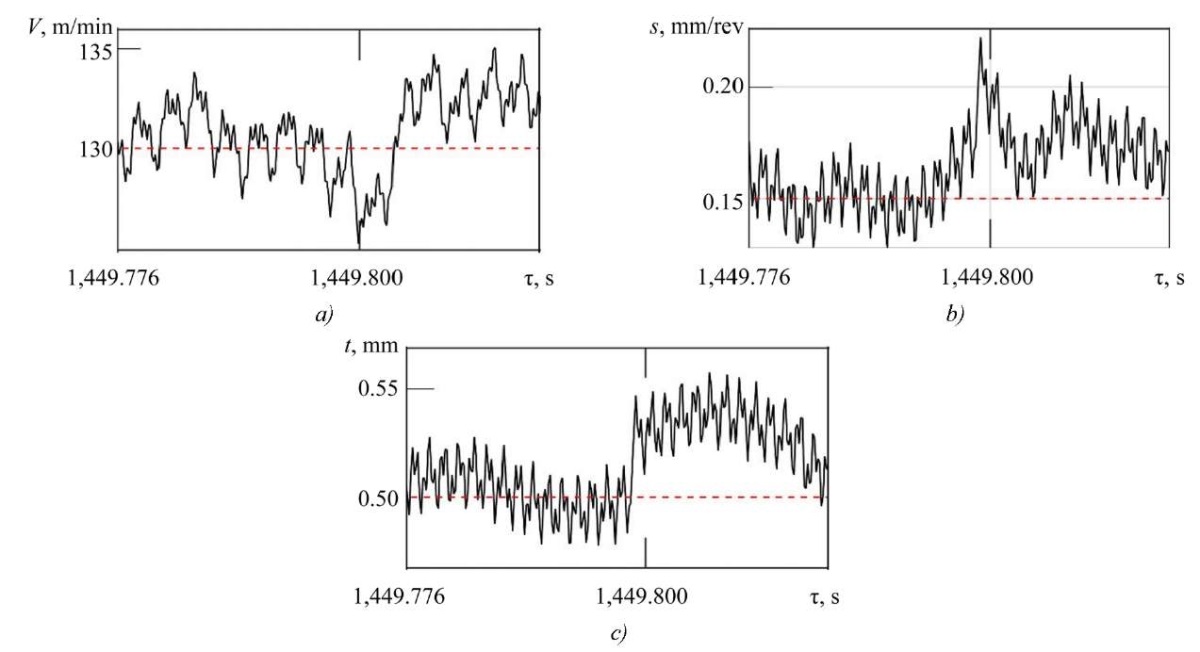
Fig. 6. Cutting mode values at maximum feed:
a — cutting speed; b — feed rate; c — cutting depth
The combination of processing modes, when parameter s reaches its maximum, leads to an increase in the contact temperature  to 1,141.75°C, while at minimum feed, its decrease to 1,079.83°C is observed (Table 1).
to 1,141.75°C, while at minimum feed, its decrease to 1,079.83°C is observed (Table 1).
The curves characterizing the temperature distribution along the length of the tribocontact on the front face, according to dependence (1), are shown in Figure 7. For the initial point of х-axis, the calculated values of the temperature obtained due to heat generation in the zone of primary plastic deformations (PPD) are indicated.
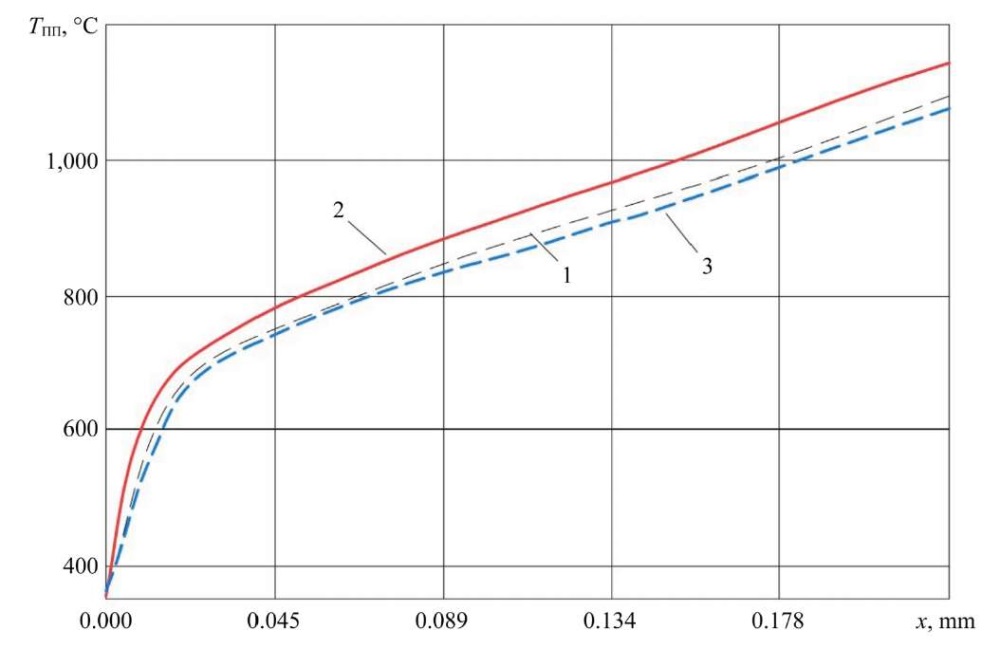
Fig. 7. Temperature distribution in the SPD section on the front face
at nominal (1), maximum (2), and minimum (3) feed values s
Discussion and Conclusion. During the combined experiment, changes in the trajectories of the processing modes were recorded, which were caused by vibration disturbances in the cutting system under study. The research determined the values of these changes for quasistatic moments, when the speed, feed or depth of the cut layer reached their extreme values as a result of fluctuations. It was established that at the maximum feed deviation amplitude, the greatest temperature variation on the front face of the tool was observed throughout the entire section of the time trajectory. In the considered scenario, a significant feed deviation in combination with a fluctuation in the cutting depth caused a periodic redistribution of cutting forces and a significant change in the dynamics of deformation processes in the zone of primary plastic deformations.
As a result of these phenomena, the greatest deviations in the chip shrinkage coefficient Ka and its sliding speed Vc were observed, which significantly affected the contact temperature in the tribosystem “cutter face – chip”. It is interesting to note that the smallest temperature changes occur at maximum cutting speed and depth values, since the combination of actual machining modes at the time of such fluctuations level out possible significant deviations in the tribocontact temperature. Thus, the cutting system under study at the given machining modes is subject to the vibration characteristics of the feed drive, which cause undesirable temperature fluctuations on the front face of the cutter.
This statement necessitates a revision of the traditional understanding of the dependence of the cutting process temperature on the processing modes, specifically considering that the cutting speed is the most significant parameter determining the temperature changes in the contact zone. However, it should be noted that most papers on this topic are based on single-factor experiments, where only one parameter of the cutting system is changed, and its contribution to the temperature variation is assessed, while the effect of vibrations generated by the system itself on the dynamics of heat generation still remains uncertain [18][19]. Thus, the integral value of temperature is actually analyzed.
The results of this study establish the features of the relationship between operating cutting modes and temperature, considering it not as an integral value, but as a changing trajectory. This trajectory demonstrates a periodic process of constant energy accumulation and its release in the cutting zone, whose dependence on fluctuations in cutting modes caused by kinematic disturbances is extremely important. Fluctuations in the tool movement trajectories relative to the part contribute to an increase in the amplitude of temperature variation, which, in turn, causes local overheating of the tool and an increase in the intensity of wear of the tool material against the background of an increase in the amplitude of the thermo-EMF signal.
Thus, the results of the conducted study emphasize the need to analyze the effect of periodic disturbances on pulse changes in contact temperature in the processing zone. The proposed model of the relationship between tool vibrations and temperature in the cutting zone explores new horizons for selecting optimal turning modes in order to minimize tool wear based on the analysis of calculated temperature variation from the tool vibration activity signal. Such experimental results can serve as fundamental data for developing a new approach to assessing the temperature in the cutting zone, which would take into account a wide range of values of operating modes.
Using the amplitude of temperature fluctuations in the vibration monitoring and compensation systems as an additional parameter for assessing the optimality of cutting modes can significantly improve the stability of the process and reduce the temperature in the cutting zone. This approach is especially relevant for metal-cutting machines that have been in operation for a long time, which are characterized by significant periodic disturbances of the cutting system from the feed and main drives.
1. Fominov EV, Aliev MM, Shuchev KG, Fomenko AV. The Influence of Zirconium and Titanium Nitrides Based Coatings on Tribodeformation Processes of Friction While Cutting by Carbide Inserts. Journal of Friction and Wear. 2024;45(1):29–37. https://doi.org/10.32864/0202-4977-2024-45-1-29-37
2. Lebedev VA, Aliev MM, Fominov EV, Fomenko AV, Marchenko AA, Mironenko AE. Thermoelectric Characteristics of the Process Steel Turning by Carbide Inserts with Combined Coatings. Journal of Friction and Wear. 2023;44(2):114–121. https://doi.org/10.32864/0202-4977-2023-44-2-114-121
3. Zhu M, Achache S, Motta MP, Delblouwe A, Pelaingre C, García-Wong AC, et al. Characteristics and Cutting Performance of CVD Al2O3 Multilayer Coatings Deposited on Tungsten Carbide Cutting Inserts in Turning of 24CrMoV5-1 Steel. Coatings. 2023;13(5):883. https://doi.org/10.3390/coatings13050883
4. Rajeswari R. Investigation on the Effect of Turning of AISI 304 Stainless Steel Using MQL Technique with Corn Oil as Cutting Fluid and Comparison with Dry Condition. Engineering Proceedings. 2024;61(1):35. https://doi.org/10.3390/engproc2024061035
5. Roy S, Kumar R, Panda A, Sahoo AK, Rafighi M, Das D. A Comparative Performance Investigation of Single- and Double-Nozzle Pulse Mode Minimum Quantity Lubrication Systems in Turning Super-Duplex Steel Using a Weighted Pugh Matrix Sustainable Approach. Sustainability. 2023;15(20):15160. https://doi.org/10.3390/su152015160
6. Abbas AT, Al-Abduljabbar AA, El Rayes MM, Benyahia F, Abdelgaliel IH, Elkaseer A. Multi-Objective Optimization of Performance Indicators in Turning of AISI 1045 under Dry Cutting Conditions. Metals. 2023;13(1):96. https://doi.org/10.3390/met13010096
7. Özbek O. Evaluation of Nano Fluids with Minimum Quantity Lubrication in Turning of Ni-Base Superalloy UDIMET 720. Lubricants. 2023;11(4):159. https://doi.org/10.3390/lubricants11040159
8. Arun KK, Navaneeth VR, Prabhu S, Ramesh Kumar M, Giriraj M. Experimental Investigation of Turning Process Parameter under Several Cutting Conditions for Duplex Steels for Minimization of Cutting Temperature. Materials Today: Proceedings. 2022;62(4):1917–1920. https://doi.org/10.1016/j.matpr.2022.01.447
9. Demirpolat H, Binali R, Patange AD, Pardeshi SS, Gnanasekaran S. Comparison of Tool Wear, Surface Roughness, Cutting Forces, Tool Tip Temperature, and Chip Shape during Sustainable Turning of Bearing Steel. Materials. 2023;16(12):4408. https://doi.org/10.3390/ma16124408
10. Lapshin VP. Turning Tool Wear Estimation Based on the Calculated Parameter Values of the Thermodynamic Subsystem of the Cutting System. Materials. 2021;14(21):6492. https://doi.org/10.3390/ma14216492
11. Grzesik W. Advanced Machining Processes of Metallic Materials: Theory, Modelling, and Applications, 2nd edition. Amsterdam: Elsevier; 2017. 608 p.
12. Juneja BL, Sekhon GS, Seth N. Fundamentals of Metal Cutting and Machine Tools, 2nd edition. Delhi: New Age International Publishers; 2017. 626 p.
13. Ryzhkin AA, Chichinadze AV, Shuchev KG, Filipchuk AI, Klimov MM. Temperature Conditions during Friction of Tool Materials Taking into Account the Volumetric Heat Source. Journal of Friction and Wear. 1986;7(3):398–407. (In Russ.)
14. Пуш А.В. Особенности статистического моделирования выходных характеристик металлорежущих станков. СТИН. Станки, инструмент. 1995;(10):18–22.
15. Push AV. Features of Statistical Modeling of Output Characteristics of Metal-Cutting Machines. STIN. STanki Instrument. 1995;(10):18–22. (In Russ.)
16. Zakovorotny VL, Gvindjiliya VE. The Influence of the Vibration on the Tool Shape-Generating Trajectories When Turning. Metal Working and Material Science. 2019;21(3):42–58. http://doi.org/10.17212/1994-6309-2019-21.3-42-58
17. Altintas Y, Aslan D. Integration of Virtual and On-Line Machining Process Control and Monitoring. CIRP Annals. 2017;66(1):349–352. https://doi.org/10.1016/j.cirp.2017.04.047
18. Fominov E, Marchenko A, Suhomlinova V, Pyatnickaya O, Gladkih D. Modeling of the Temperature Distribution on the Lathe Front Surface Taking into Account Geometric Parameters of the Secondary Plastic Zone. Transport Engineering. 2023;14(2):4–11. https://doi.org/10.30987/2782-5957-2023-2
19. Masafumi Kikuchi. The Use of Cutting Temperature to Evaluate the Machinability of Titanium Aloys. Acta Biomaterialia. 2009;5(2):770–775. https://doi.org/10.1016/j.actbio.2008.08.016
20. Karaguzel U, Budak E. Investigating Effects of Milling Conditions on Cutting Temperatures through Analytical and Experimental Methods. Journal of Materials Processing Technology. 2018;262:532–540. https://doi.org/10.1016/j.jmatprotec.2018.07.024
Evgeny V. Fominov, Cand.Sci. (Eng.), Associate Professor, Acting Head of the Engineering and Computer Graphics Department, Associate Professor of the Metal-Cutting Machines and Tools Department
Scopus ID: 57188653761
Researcher ID: V-7225-2018
1, Gagarin Sq., Rostov-on-Don, 344003
Valery E. Gvindjilia, Cand.Sci. (Eng.), Senior Lecturer of Production Automation Department
Scopus ID: 57204638971
Researcher ID: AAM-4580-2020
1, Gagarin Sq., Rostov-on-Don, 344003
Andrey A. Marchenko, postgraduate student of the Metal-Cutting Machines and Tools Department
Scopus ID: 58541206700
1, Gagarin Sq., Rostov-on-Don, 344003
Constantine G. Shuchev, Cand.Sci. (Eng.), Professor of the Metal-Cutting Machines and Tools Department
Scopus ID: 57204640576
1, Gagarin Sq., Rostov-on-Don, 344003
Fominov E.V., Gvindjiliya V.E., Marchenko A.A., Shuchev C.G. Effect of Periodic Fluctuations of Cutting Mode Parameters on the Temperature of the Front Face of a Turning Tool. Advanced Engineering Research (Rostov-on-Don). 2025;25(1):32-42. https://doi.org/10.23947/2687-1653-2025-25-1-32-42. EDN: LQYCND




Advanced Engineering Research (Rostov-on-Don)
ISSN 2687-1653 (Online)
Contact with: Publisher / Editorial Office of the Journal
Publisher: Don State Technical University - DSTU, Rostov-on-Don, Russia - https://donstu.ru/en/
Editor-in-Chief: Alexey N. Beskopylny, Dr.Sci. (Eng.), Professor, Vice-Rector, Don State Technical University (Rostov-on-Don, Russia)
Don State Technical University
1, Gagarin Sq., Rostov-on-Don, 344003, Russia
tel.: +7 (863) 2738-372, e-mail: vestnik@donstu.ru
16+
Processing of personal data ,ºС
,ºС




































