




Содержание
Перейти к:
https://doi.org/10.23947/2687-1653-2024-24-3-238-245
EDN: EWVFBZ
Перейти к:
Введение. Нарушение взаимного позиционирования и фиксации деталей ухудшает работу оборудования. Достаточно изучены традиционные подходы к решению рассматриваемой проблемы: взаимозаменяемость деталей и использование специальной оснастки. Оба метода предполагают значительный объем дополнительных элементов и монтажных операций. Фиксацию часто обеспечивают с помощью посадки с натягом и сварки. Недостатки этих методов: монтажные, остаточные и другие напряжения, технические ограничения и пр. Для решения указанных проблем используют сплавы с термоупругими фазовыми превращениями, которые позволяют проявляться эффектам памяти формы (ЭПФ). В данной статье впервые описаны самопозиционирование и самофиксация на примере деталей, специально изготовленных из сплава с ЭПФ.
Материалы и методы. Исследовались стаканы из сплава с ЭПФ — Ti-55,7wt%Ni при запрессовке: штыревой элемент дорнует глухое отверстие и попадает в посадочное место. Температура начала аустенитного превращения — As = 95 °C ± 5 °C. Элементный состав определяли рентгенофлуоресцентным спектрометром Shimadzu EDX-8000, фазовый — дифрактометром Shimadzu XRD-7000. Температуру определяли дифференциальной сканирующей калориметрией. Диапазон 20–300 °C, скорость нагрева — 5 °C/мин. Задействовали тепловизор Guide T120 и 3D-cкaнeр со структурированным подсветом RаngеVisiоn DIY. После запрессовки под разными углами штыря в стакан исследовали соосность и отклонения между осями стакана и штыря. Затем стакан нагревали до 110–120 °C, охлаждали и делали контрольные замеры.
Результаты исследования. Значения угла отклонения после запрессовки — 0,2–11°. При жесткой конструкции и угле установки 0° штырь отклоняется в посадочном отверстии на 0,2–0,5°. Оси смещаются и не пересекаются. Штырь не всегда полностью запрессовывается. Это говорит о неравномерной деформации металла и о разных по значению напряжениях вокруг отверстия. Такой узел быстро выйдет из строя. Штырь занимает требуемое положение после нагрева стакана до 110–120 °C (эта температура выше, чем в конце обратного мартенситного превращения). Отметили угловое отклонение осей — 0,03–0,1°. Максимальная несоостность (0,04 мм) соответствует высокой точности позиционирования. Нагрев при обратном мартенситном превращении создает внутренние напряжения, возвращающие первоначальную геометрию стакана. Они же формируют усилия, которые располагают и фиксируют штырь в отверстии. То есть именно детали обеспечивают позиционирование и фиксацию (это самопозиционирование и самофиксация).
Обсуждение и заключение. Для самопозиционирования и самофиксации деталей за счет эффекта памяти формы при конструировании следует отказаться от резких линий переходов между поверхностями деталей, выбирать скругленные углы или галтели, добиваться чистой поверхности без заусенцев. Самофиксация и самопозиционирование сокращают брак и неточности при сборке. Использование сплавов с эффектом памяти может повышать рентабельность производства.
Балаев Э.Ю. Самопозиционирование и самофиксирование деталей из сплавов с эффектом памяти формы при монтаже сборочных узлов. Advanced Engineering Research (Rostov-on-Don). 2024;24(3):238-245. https://doi.org/10.23947/2687-1653-2024-24-3-238-245. EDN: EWVFBZ
Balaev E.Yu. On Self-Positioning and Self-Fixation of Parts Made of Alloys with Shape Memory Effect under Component Assembling. Advanced Engineering Research (Rostov-on-Don). 2024;24(3):238-245. https://doi.org/10.23947/2687-1653-2024-24-3-238-245. EDN: EWVFBZ
Введение. Под самопозиционированием следует понимать пространственное ориентирование, установку и позиционирование детали и сопрягаемых с ней элементов в узлах и механизмах. Самофиксация — это сопряжение по поверхностям конструктивных элементов с такими геометрическими особенностями, которые обеспечивают фиксирование сопрягаемых деталей с задаваемым усилием фиксации за счет эффекта памяти формы.
От точности взаимного позиционирования деталей зависит корректность и надежность работы механизмов. Верное позиционирование может снизить инерционность механического узла, препятствует возникновению не предусмотренных конструкцией люфтов системы. Несоблюдение требований по взаимному позиционированию деталей может менять работу изделий, что в большинстве случаев недопустимо [1].
Требования к точности сборки узлов высоки во всех отраслях, особенно в станко-, авиа-, судостроении. Для правильного, плотного сопряжения деталей задействуют метод групповой взаимозаменяемости. Часто при сборке узлов используют специальную оснастку. Как правило, она уникальна для данного типа сборочной операции, обеспечивает точность позиционирования при монтаже и выполнение требований к точности размеров, форме, расположению и чистоте поверхности [2].
В производственной практике (особенно в строительстве [3] и нефтегазовой промышленности [4]) все чаще применяются сплавы с термоупругими фазовыми превращениями, которые обеспечивают эффект памяти формы (ЭПФ). Уникальность таких сплавов — в особенностях фазовых превращений, благодаря которым проявляются эффекты памяти формы, а также сверхэластичность (псевдоупругость) [5].
Память формы в сплавах с термоупругими фазовыми превращениями используется, в частности, для силовых приводов [6]. Эффект основан на возвратных напряжениях, восстанавливающих форму детали. Явление соответствует аустенитному фазовому состоянию элементов силового привода [7]. В нефтегазовой промышленности для соединения труб используются муфтовые соединения деталей [8]. Метод предполагает восстановление формы элементов, обеспечивающих охватывание и обжатие сопрягаемых деталей [9]. За счет эффекта памяти формы при сборке можно обеспечить такие процессы, как пространственное ориентирование, установку и позиционирование. Для этого целесообразно задействовать сразу два названных выше принципа:
Такой подход позволяет сократить число этапов сборки и отказаться от использования специального оборудования (оснастки) при позиционировании и фиксации детали из сплава с термоупругим фазовым превращением и для сопрягаемых с ней элементов узла.
Предложенное решение открывает возможность заменить такие способы фиксации, как посадка с натягом и сварка. Следовательно, можно избежать и недостатков этих методов — монтажных, остаточных и других напряжений. Отметим также эксплуатационные ограничения, связанные с прочностью и надежностью фиксации. К тому же не всегда технически можно выполнить посадку с натягом и сварку.
Следует указать на еще одно преимущество деталей из сплавов с термоупругими фазовыми превращениями. Их позиционирование и фиксация в сборочном узле позволяет отказаться от групповой взаимозаменяемости деталей, от пригоночных деталей и от дополнительного использования в конструкции регулирующих узлов и механизмов. Это упрощает монтаж и изготовление деталей при высокой точности позиционирования и надежной фиксации деталей в сборочном узле.
В представленной научной работе впервые предлагается использовать термоупругое фазовое превращение для позиционирования и последующей фиксации деталей в сборочном в узле. В этом случае эффект памяти формы деталей обеспечивает их самопозиционирование и самофиксацию.
Автор данной статьи наблюдал исследуемое явление при термоупругих превращениях, когда требовалось обеспечить фиксацию за счет эффекта памяти формы зубьев. В этом контексте рассматривались:
Цель работы — изучить возможности самопозиционирования (пространственное ориентирование, установка и позиционирование) и самофиксации при проявлении эффекта памяти формы сплавов с термоупругими фазовыми превращениями. Предполагается выяснить, какая точность обеспечивается в данном случае при проектировании и монтаже сборочных узлов и какие условия нужно обеспечить при сборке (конструктивные особенности, приемы, требования для реализации самопозиционирования и самофиксации).
Материалы и методы. Для экспериментов изготовили два образца из сплава с термоупругим фазовым превращением. По форме это стаканы со специальным глухим отверстием и штыревым элементом из термически обработанной (закаленной) стали 40Х. У стакана есть отверстие — две конические ступени с прямым (заходный) и обратным (фиксирующий) конусом. Переходы — по радиусу и по линии пересечения конусов. У штыревого элемента форма дорна, поэтому при запрессовке в стакан он дорнует глухое отверстие и попадает в посадочное место в стакане. Все поверхности чистые, без углов и заусенцев. Таким образом обеспечиваются:
На рис. 1 показаны этапы запрессовки штыревого элемента в стакан, изготовленный из сплава с ЭПФ.
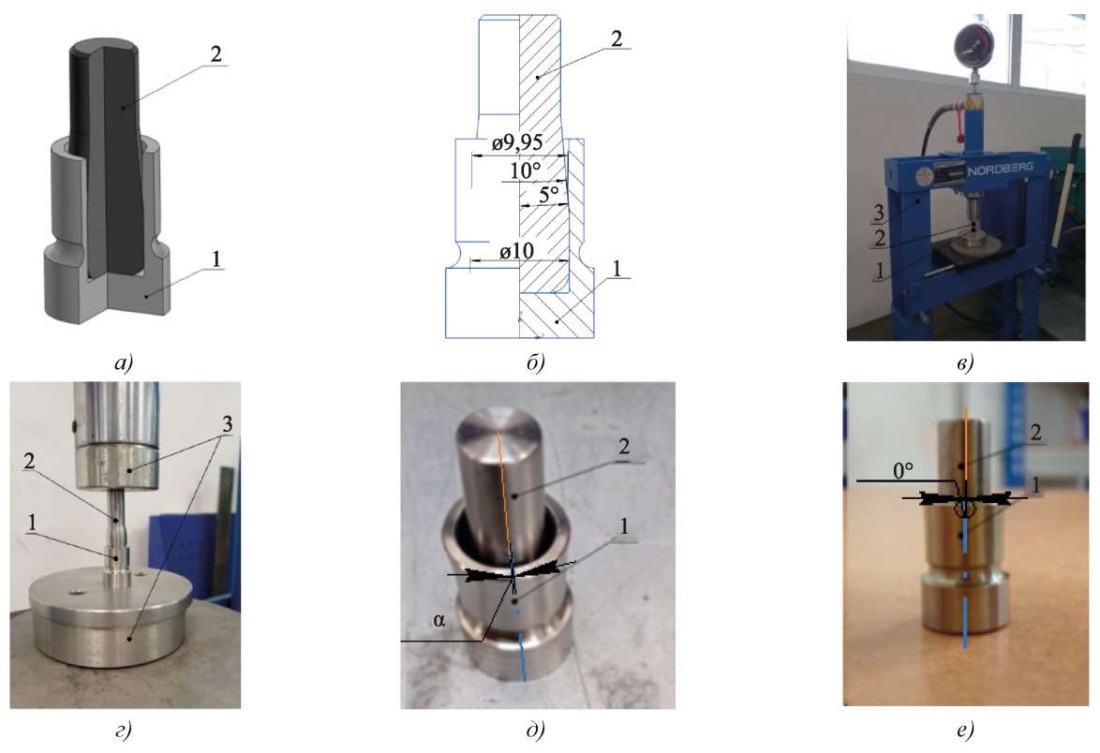
Рис. 1. Установка штыревого элемента в посадочное место стакана из сплава с ЭПФ:
а — 3D-модель сборки элементов после установки штыревого элемента 2 в стакан 1;
б — сборочный чертеж;
в, г — установка в ручной пресс 3 штыревого элемента 2 и стакана 1
перед запрессовкой штыревого элемента в стакан;
д — угол между осями симметрии α после запрессовки штыревого элемента 2
в стакан 1 перед нагревом (комнатная температура — мартенситная фаза сплава);
е — штыревой элемент и стакан при комнатной температуре после нагрева до 110 °C
(угол между осями симметрии 0°, аустенитная фаза сплава)
В качестве сплава с ЭПФ выбрали никелид титана Ti-55,7wt%Ni. Температура начала его аустенитного превращения — As = 95 °C ± 5 °C. Определили три перечисленных ниже свойства.
Данный сплав позволяет продемонстрировать общие принципы самофиксации и самопозиционирования штыревого элемента в посадочном месте стакана при фазовом переходе из мартенсита в аустенит. При комнатной температуре сплав находится в мартенситной фазе.
Для запрессовки задействовали ручной пресс Nordberg. Стакан из сплава с ЭПФ нагревали техническим феном GHG 23–66 Bosch. Регулирование температуры позволяло неравномерно нагревать стакан и максимально имитировать технологический процесс монтажа на предприятиях. В частности, воссозданы худшие условия монтажа и работа при нарушениях технологического процесса.
Температура и зоны нагрева, а также прогрев по всей поверхности до заданной температуры отслеживались при помощи тепловизора Guide T120. Точность позиционирования определяли стационарным 3D-cкaнeром со структурированным подсветом RаngеVisiоn DIY. Камеры Dаhеng обеспечили точность измерения 0,02 мм.
Ниже описана последовательность операций при установке штыревого элемента в стакан.
Штыревой элемент прессовали в стакан под разными углами между осями симметрии стакана и штыревого элемента. Размеры углов — от 0 до 12°. Шаг — 3°. Определялись соосность и угол отклонения между осями. Затем стакан нагревали до 110–120 °C и охлаждали различными способами — от свободного охлаждения на воздухе до принудительного (опусканием в воду). Затем делали контрольный замер соосности и угла отклонения между осями.
Результаты исследования. После запрессовки угол отклонения между осями стакана и штыревого элемента имел значения в диапазоне от 0,2° до 11° (угол α на рис. 2 а). Это говорит о том, что при жесткости конструкции и угле установки 0° все равно происходит некоторое смещение штыревого элемента в посадочном отверстии (от 0,2° до 0,5°).
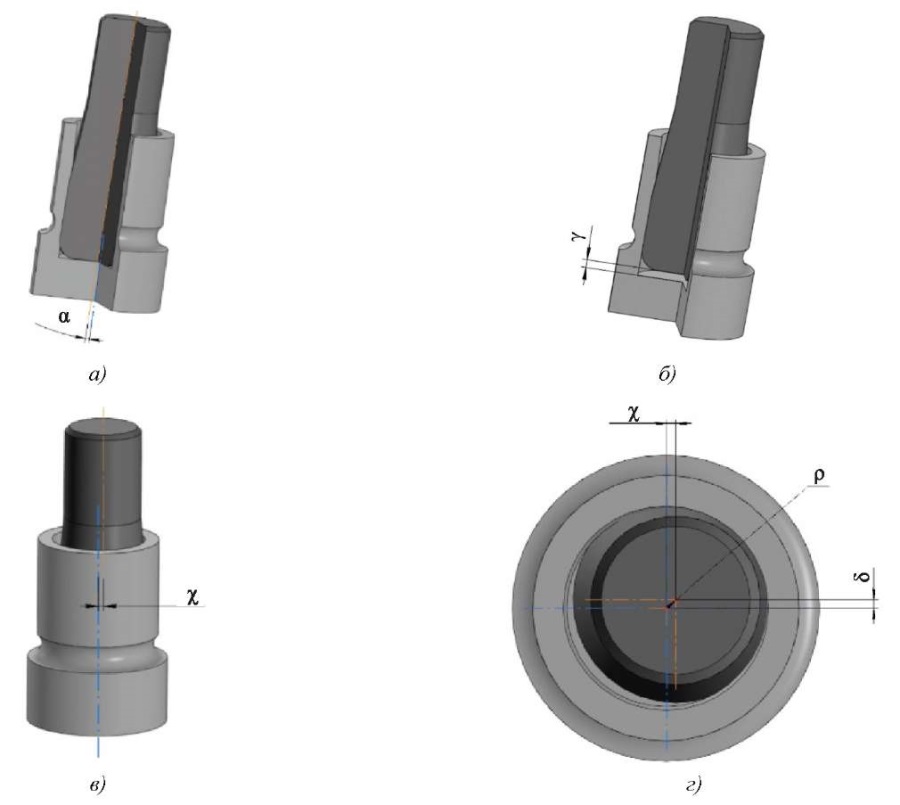
Рис. 2. Отклонения, возникающие при монтаже штыревого элемента
в посадочное отверстие стакана:
а — угол между осями симметрии;
б — смещение в результате недопрессовки;
в, г — смещение осей симметрии в плоскости сечения
перпендикулярно осям симметрии штыревого элемента и стакана
Оси были смещены и не имели точки пересечения, как показано на рис. 2 в и 2 г. Если принять за центр ось стакана (точку отсчета), смещение оси штыревого элемента составит ρ = 0,2–0,8 мм (рис. 2 г), т. е. у штыревого элемента в стакане будет смещенное монтажное положение. В ряде случаев штыревой элемент был не полностью запрессован в стакан (рис. 2 б). Это, во-первых, обусловливает неравномерную деформацию металла вокруг отверстия. Во-вторых, говорит о том, что в результате запрессовки возникают различные по значению напряжения вдоль окружности отверстия. Такой узел при использовании быстро выйдет из строя.
Штыревой элемент занимает требуемое положение в отверстии стакана и относительно посадочного места отверстия после нагрева стакана до 110–120 °C, то есть при температуре выше, чем в конце обратного мартенситного превращения.
Точность позиционирования штыревого элемента в стакане исследовали с помощью стационарного
3D-cкaнeра со структурированным подсветом RаngеVisiоn DIY и с камерами Dаhеng. Зафиксировали угловое отклонение осей в диапазоне 0,03–0,1°. Максимальное значение несоостности составило 0,04 мм, что соответствует высокой точности позиционирования для сборочных единиц.
Следует отметить схожесть двух механизмов, которые обеспечивают:
Заданная форма детали из сплава с ЭПФ стакана в аустенитном состоянии соответствует форме, при которой штыревой элемент точно занимает положение, необходимое по конструкции узла. При температуре, соответствующей мартенситному фазовому состоянию, механические характеристики сплава ниже, чем при температуре, соответствующей аустениту. В этом случае можно задать форму, в которую легко вмонтируется штыревой элемент. При таком монтаже позиционирование штыревого элемента не соответствует требуемому.
Последующий нагрев стакана в результате обратного мартенситного превращения создает внутренние напряжения, которые позволяют вернуть первоначальную форму. Их можно условно назвать возвратными напряжениями. При этом:
Как видим, именно детали обеспечивают самопозиционирование и самофиксацию. Не нужны ни специальная оснастка, ни особенные монтажные приемы.
Есть процесс, схожий с описанным выше. Для приведения в движение механизма развертывания антенн спутников силовой привод использует усилие, развиваемое возвратными напряжениями при обратном мартенситном превращении рабочего элемента, изготовленного из сплава с ЭПФ.
Обсуждение и заключение. Перемещение штыревого элемента внутри посадочного отверстия стакана обеспечивается конструктивными особенностями, которые можно применить для всех сопрягаемых деталей при самопозиционировании и самофиксации за счет эффекта памяти формы сплавов с термоупругими фазовыми превращениями. Ниже перечислены приемы, которые позволяют добиться необходимых конструктивных особенностей:
Следует учитывать данные требования при проектировании. Это позволит обеспечить необходимое взаимное перемещение деталей со значительно меньшим усилием. В данном случае усилие сравнивается с тем, которое дают возвратные напряжения при обратном мартенситном превращении сплава с термоупругими фазовыми превращениями (из такого материала изготовлен стакан).
Самофиксация и самопозиционирование способны обеспечить точность сборки, исключить монтажные и технологические неточности при сборочных работах, сократить брак. Использование некоторых сплавов имеет экономический смысл, то есть работает на рентабельность производства конечного продукта [11]. Эти и другие преимущества описанного в статье подхода могут быть реализованы в станкостроении. Метод представляется полезным для разработки нефтегазового, прецизионного и иного оборудования с высокими требованиями к геометрической точности деталей.
1. Назарьев А.В., Бочкарев П.Ю. Технологическое обеспечение сборки на основе принципов выявления критичных требований к высокоточным изделиям. Advanced Engineering Research (Rostov-on-Don). 2024;24(1):66–77. https://doi.org/10.23947/2687-1653-2024-24-1-66-77
2. Анурьев В.И. Справочник конструктора-машиностроителя. В 3 т. Т. 1. 8-е изд. Москва: Машиностроение; 2001. 920 с. URL: https://www.prugini-spb.ru/anuriev/Anuriev_T1.pdf (дата обращения: 06.06.2024).
3. Малинин В.Г., Муссауи Ю.Ю., Бурдин Ю.А. Вопросы практического применения материалов с памятью формы для усиления строительных конструкций. Строительство и реконструкция. 2017;70(2):23–31.
4. Агиней Р.В., Некучаев В.О., Семиткина Е.В., Терентьева М.В. Возможности применения инновационных материалов с памятью формы в нефтяной промышленности. Нефтегазовое дело. 2020;18(1):39–47. http://doi.org/10.17122/ngdelo-2020-1-39-47
5. Duerig TW, Pelton AR, Bhattacharya K. The Measurement and Interpretation of Transformation Temperatures in Nitinol. Shape Memory and Superplasticity. 2017;3:485–498. http://doi.org/10.1007/s40830-017-0133-0
6. Шишкин С.В., Махутов Н.А. Расчет и проектирование силовых конструкций на сплавах с эффектом памяти формы. Ижевск: Регулярная и хаотическая динамика, Институт компьютерных исследований; 2019. 411 c.
7. Барвинок В.А, Богданович В.И, Грошев А.А. Плотников А.Н., Ломовской О.В. Методика проектирования силовых приводов из материала с эффектом памяти формы для ракетно-космической техники. Известия Самарского научного центра Российской академии наук. 2013;15(6):272–277.
8. Андронов И.Н., Семиткина Е.В. Применение муфты переменного диаметра из материала с памятью в качестве соединительного элемента на промысловых трубопроводах. Строительство нефтяных и газовых скважин на суше и на море. 2017;(11):20–27.
9. Ломовской О.В., Вашуков Ю.А., Белашевский Г.Е., Богданович В.И., Барвинок В.А. Сборка элементов трубопроводов с применением технологического оснащения с силовым приводом из сплава с эффектом памяти формы. Сборка в машиностроении, приборостроении. 2003;(3):4.
10. Ruban DA, Cherkesov TA, Balaev EYuO, Gerasimov DV. Use of Materials with Shape Memory Effect to Improve the Performance Properties of Parts of Drill String. IOP Conference Series: Materials Science and Engineering. International Conference on Civil, Architectural and Environmental Sciences and Technologies. 2019;775:102–112. https://doi.org/10.1088/1757-899X/775/1/012122
11. Терехин А.Г. О материалах с эффектом памяти и особенностях их применения. Инновации и инвестиции. 2020;(6):222–223.
Эътибар Юсиф Оглы Балаев, старший научный сотрудник кафедры нефтегазового дела имени профессора Г.Т. Вартумяна; инженер по изобретательской и патентной деятельности
350072, г. Краснодар, ул. Московская
350080, г. Краснодар, ул. Уральская, 144
Балаев Э.Ю. Самопозиционирование и самофиксирование деталей из сплавов с эффектом памяти формы при монтаже сборочных узлов. Advanced Engineering Research (Rostov-on-Don). 2024;24(3):238-245. https://doi.org/10.23947/2687-1653-2024-24-3-238-245. EDN: EWVFBZ
Balaev E.Yu. On Self-Positioning and Self-Fixation of Parts Made of Alloys with Shape Memory Effect under Component Assembling. Advanced Engineering Research (Rostov-on-Don). 2024;24(3):238-245. https://doi.org/10.23947/2687-1653-2024-24-3-238-245. EDN: EWVFBZ



ISSN 2687-1653 (онлайн)
Связаться с: Издателем / Редакцией журнала
Издатель: Донской государственный технический университет - ДГТУ, Ростов-на-Дону, Россия - https://donstu.ru/
Главный редактор: доктор технических наук, профессор, проректор Донского государственного технического университета Бескопыльный Алексей Николаевич





































