




Contents
Scroll to:
https://doi.org/10.23947/2687-1653-2026-26-1-2249
EDN: LVDSKQ
Scroll to:
Introduction.Convective drying of various types of food raw materials is one of the most common methods of canning. Over three million tons of dried fruits alone are preserved worldwide each year, and the volume continues to grow. Due to the duration and energy consumption of the process, when almost 50% of energy is spent directly on removing moisture, optimizing drying is a challenge. Targeted and reasonable optimization can be performed only if there is a common mathematical model of equipment and drying processes. However, when modeling the drying process, as a rule, a mathematical model of the equipment is not used, which makes the results obtained limited in application. This is the knowledge gap that the proposed study is designed to eliminate. The article presents the results of the development and identification of the parameters of a mathematical model of a small-sized dehydrator used as an experimental installation for the study on food drying processes. The research objective is to develop a mathematical model of the thermal subsystem of a dehydrator that takes into account the processes of heat and mass transfer. To achieve this goal, the following tasks must be solved: to analyze the design of the dehydrator and take into account the effect of the control system; to build a mathematical model of the dehydrator in the form of an ordinary differential equation (ODE) system; to develop a simulation model of the dehydrator in the MATLAB/Simulink package; to conduct experimental studies to obtain data on temperature and power consumption; to identify the parameters of the mathematical model, including the amount of air flow and the circulation coefficient; to verify the obtained model through comparing the results of simulation and experiment.
Materials and Methods. A small-sized convective dehydrator equipped with an original microprocessor control system was used as a modeling object. This system was designed to provide a preset temperature regime and collect data on the parameters of the drying process: temperature, humidity, air pressure, and others. The system used three sensors: two
BME-280 sensors and one DS18B20 sensor. Telemetry data and control commands were transmitted via a bot on the Telegram platform. The mathematical model of the dehydrator was constructed in the class of ODEs by the method of accumulators and flows. The parameters of the mathematical model were identified both by direct measurements of the structural elements of the dehydrator and using data obtained during experimental studies. The least squares method (LSM) was used for parametric identification of the model. The calculations were performed in the MATLAB software package.
Results. A mathematical model of thermal processes in a dehydrator has been developed in the form of a system of ordinary nonlinear differential equations of the third order. The model takes into account both the air flow coming out of the dehydrator and the air circulation inside it. The total coefficient of heat loss through the walls of the dehydrator is also determined, and its dependence on the temperature difference inside and outside the installation is shown. The developed model is presented both analytically and as a model in the MATLAB/Simulink system. The experimental verification of the model has shown high accuracy: the maximum deviation of the calculated temperatures from the measured ones was less than 0.5°C. The identification method has determined the key parameters of the system: the volume flow of air through the heater (14.1 l/s), and the air circulation coefficient (11.3), which indicates a more than tenfold passage of air flow through the working chamber. It has been found that intensive circulation significantly speeds up the drying process compared to natural convection. The model provides physical interpretability of the parameters and requires a minimum amount of experimental data.
Discussion.The developed mathematical model of the dehydrator based on ordinary differential equations showed high accuracy (error less than 0.5°C) in the operating temperature range. The proposed energy approach made it possible to identify the volumetric air flow (3.1 l/s) and the circulation coefficient (α = 10.2), which cannot be measured directly. It is established that the air performs more than 10 cycles inside the chamber before exiting, which significantly intensifies heat and mass transfer. The coefficient of heat transfer through the walls depends linearly on the temperature difference, which is consistent with the theory of natural convection. Unlike empirical and neural network models, the proposed approach requires less experimental data and provides physical interpretability of the parameters. The model creates the basis for optimizing food drying processes.
Conclusion. The developed and experimentally verified mathematical model of the thermal subsystem of a small-sized convective dehydrator provides measurement accuracy and allows for the identification of hard-to-reach parameters: volumetric air flow rate and circulation coefficient. The research results can serve as the basis for developing a comprehensive model of the food dehydration process and optimizing the device operating modes. The model is applicable to the design and improvement of domestic dehydrators.
Lukyanov A.D., Zhuravlev A.N., Petković M., Filipović V.S., Miletić N.M., Donskoy D.Yu. Mathematical Model of the Thermal Regime of a Small-Sized Convective Dehydrator and Identification of Its Parameters. Advanced Engineering Research (Rostov-on-Don). 2026;26(1):2249. https://doi.org/10.23947/2687-1653-2026-26-1-2249. EDN: LVDSKQ
Introduction. Convective drying of food raw materials is one of the most common methods of canning, while dried fruits alone are produced in the world over three million tons annually, and volumes continue to grow [1][2]. Due to the duration and energy consumption of the process, when less than 50% of energy is spent directly on moisture removal [3], optimization of drying is an urgent task. Targeted optimization is possible only if there is an adequate mathematical model of both the equipment and the drying process.
A significant number of models of food drying processes have been published in the scientific literature. The predominant approach is to approximate the kinetics of drying by various empirical functions: the Lewis model [4], modified exponential models of Page [5] and Henderson-Pabis [6], combined Yaldiz models [7], and polynomial approximations [8]. Researchers are analyzing the applicability of various models for specific products: in [9], an artificial neural network was used to study the kinetics of drying wild bitter watermelon, in [10], the drying of avocado peel was studied, in [11], convective dehydration of carrots was studied using a statistical approach to curve identification [12]. However, this approach is traditional, but “situational” and does not sufficiently reflect the physical patterns of heat and mass transfer during drying.
A more promising method is dynamic modeling based on differential equations, the parameters of which are better amenable to physical understanding [13][14]. A critical analysis of the literature has revealed a significant gap: when modeling drying processes, the mathematical model of the equipment itself is usually not used or simplified, which limits the applicability of the results. The dehydrator model should describe the processes of heat transfer and air circulation, including such hard-to-reach parameters as volume flow and air circulation coefficient, which significantly affect the accuracy of modeling [15]. Despite the distributed nature of the processes [16], the use of ordinary differential equations ensures interpretability of the results while maintaining sufficient accuracy.
A significant number of scientific publications in recent years has been devoted to the use of artificial neural networks to study food dehydration processes, build mathematical models, and optimize parameters. A comprehensive review of the use of artificial neural networks in drying is presented in [17]. Among such works, it is worth mentioning [18], in which the authors use a neural network approach to improve the drying process of pear slices. In [19], a neural network model is used to simulate the drying process of zucchini slices. In [20], the authors apply a neural network approach to simulate the drying process of *Phyllanthus emblica* in a complex infrared drying process with ultrasonic activation. Another example of successful application of neural networks (ANN) in modeling complex multiparametric processes in food production is work [21]. Despite the promise of the neural network approach, traditional modeling can be more effective for deterministic technical systems due to a better understanding of physical processes and lower requirements for the amount of experimental data.
The objective of this study is to develop a mathematical model of the thermal subsystem of a small convective dehydrator based on ordinary differential equations with the identification of hard-to-reach parameters. To achieve the goal, the following tasks were set: to analyze the design of the dehydrator and the influence of the control system; to build a mathematical model in the form of an ODE system; to develop a simulation model in the MATLAB/Simulink package; to conduct experimental studies of temperature conditions and energy consumption; to identify model parameters, including air flow and circulation coefficient; to verify the model by comparing simulation and experimental results.
1. Materials and Methods
1.1 Design of a small-sized dehydrator
To build a laboratory installation designed to study drying processes, a household convective dehydrator with horizontal air movement and 12 trays for the dehydrated product was used (Fig. 1). The maximum power of the dehydrator was 800 watts, the air movement was provided by two propeller fans.

Fig. 1 Household dehydrator used for experiments:
a — appearance;
b — placement of sensors and an approximate diagram of the air flow inside the dehydrator (cross section)
The design characteristics of the dehydrator (Fig. 1) are shown in Table 1.
Table 1
Design Characteristics of the Dehydrator
|
Parameter |
Designation |
Size |
Dimension |
|
Chamber volume |
V |
0.054 |
m³ |
|
Side wall area |
Sw |
0.189 |
m² |
|
Floor and roof area |
Sh |
0.134 |
m² |
|
Door and rear wall area |
Sg |
0.140 |
m² |
|
Weight of internal elements of the dehydrator |
md |
3.348 |
kg |
|
Weight of the heater |
mh |
0.3 |
kg |
|
Heater power |
Pmax |
800 |
W |
1.2. Microcontroller control and monitoring system
The temperature control system and timer present in the dehydrator were disabled, and the original microcontroller control system was installed instead. Figure 1 b shows the installation locations of the control system sensors: S1 — BME-280 sensor for outdoor air parameters; S2 — BME-280 sensor for hot air parameters at the outlet of the dehydrator chamber; S3 — DS18B20 sensor for air temperature after the heater.
The control system was independently developed, manufactured and implemented by a team of the authors. The structure of the system is shown in Figure 2. The system was based on the ESP32-WROOM-32 IoT microcontroller. BME-280 MEMS sensors were used to measure air parameters (temperature, humidity, pressure). A DS18B20 digital thermometer was used to control the air temperature after the heater. The fan and heater were controlled via OMRON G3MB-202P and JOTTA SSD-40DA solid-state relays, respectively1.

Fig. 2. Structure of the dehydrator control system based on the microcontroller
The microcontroller control system provided the following possibilities for controlling the dehydrator:
The use of the Telegram bot cloud technology provided a unique opportunity for both the Russian and Serbian teams to receive information about the operation of the experimental facility instantly and synchronously. The Telegram bot allows you to quickly receive telemetric information about the drying process, as well as remotely control and configure the dehydrator.
The application of the developed dehydrator control system made it possible to implement a methodology for conducting experimental studies that provided online monitoring of the dehydration process, as well as to build and identify a mathematical model of the dehydrator.
1.3 Mathematical model of the dehydrator
The structure of the mathematical model of the dehydrator, based on a priori concepts of heat exchange processes and heat flows in it, is shown in Figure 3.

Fig. 3. Flowchart of the thermodynamic model of a small-sized dehydrator
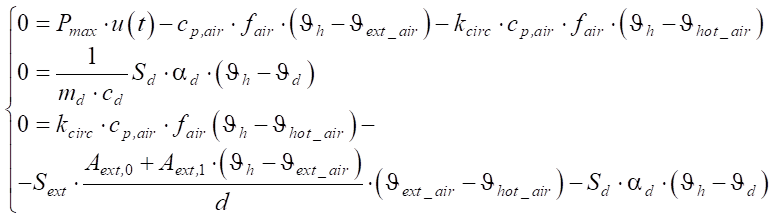
The model includes three heat storage units – a heater, hot air inside the dehydrator, and structural elements of the dehydrator connected to each other and the external environment by seven heat streams. The model is created in the formalism of ordinary differential equations (ODEs) and is described by a system of three first-order differential equations (1):
 . (1)
. (1)
The following notation is used in equation (1) (Table 2):
Table 2
State Variables, External Influences, and Identifiable Model Parameters (1)
|
Parameter or variable |
Designation |
Value or range |
Dimension |
|
Heater temperature |
ϑh |
0–100 |
°C |
|
Dehydrator element temperature |
ϑd |
0– 100 |
°C |
|
Temperature of the hot air at the outlet of the dehydrator |
ϑhot, air |
0–100 |
°C |
|
Temperature external air |
ϑext_air |
0–100 |
°C |
|
Regulator duty |
u(t) |
0–1 |
dimentionless |
|
Mass flow of air leaving the dehydrator |
fair |
– |
kg/s |
|
Volumetric flow rate of air leaving the dehydrator |
fair, V |
– |
m³/s |
|
Air circulation coefficient inside the dehydrator chamber |
kcirc |
– |
dimentionless |
|
Heat transfer coefficient to the heater elements |
αd |
– |
W |
|
Static part heat transfer coefficient through the wall |
Aext, 0 |
– |
W/(m²⋅K) |
|
Dynamic part heat transfer coefficient through the wall |
Aext, 1 |
– |
W⋅s/(m²⋅K) |
Considering the system of equations of model (1), it should be recognized that it is rather cumbersome and not very convenient for modeling. Therefore, we transform it to the form (2) and enter the coefficients of the equations in Table 3:
 . (2)
. (2)
When converting system of equations (1) to form (2), it can be noted that a21 = a33, a31 = a12 = a13/kcirc. In addition, it should be noted that system (1) uses a mass flow rate of air fair, and during the identification process, the value of the volume flow is obtained fair, V. These quantities differ by the value of the air density, which depends on the temperature.:
 (3)
(3)
The numerical values and expressions for the coefficients of the equation are given in Table 3
Table 3
Formulas and Values of the Coefficients of Equation (2)
|
Coefficient |
Coefficient formula |
Value |
|
a10 |
1/(mh ⋅ ch) |
0.0067 |
|
a12 |
cp,air ⋅ fair = cp,air ⋅ fair, V ⋅ ρ(ϑhot) |
0.011 ⋅ patm/ (ϑhot +273.2) |
|
a13 |
a12 ⋅ kcirc |
0.111 ⋅ patm/ (ϑhot +273.2) |
|
a21 |
1/(md ⋅ cd) |
5.9737⋅10⁻⁴ |
|
a30 |
1/(Vd ⋅ cp,air) |
0,0184 |
|
a31 |
cp,air ⋅ fair = cp,air ⋅ fair, V ⋅ ρ(ϑhot) |
0.011 ⋅ patm/ (ϑhot +273.2) |
|
a32 |
|
0.0082 ⋅ (ϑh – ϑext_air) + 0.2351 |
|
a33 |
1/(md ⋅ cd) |
5.9737⋅10⁻⁴ |
Table 4 shows additional model parameters measured or taken from reference books.
Table 4
Physical Parameters in the Dehydrator Model
|
Designation |
Name |
Value |
Dimension |
|
mh |
heater mass |
0.3 |
kg |
|
ch |
heat capacity of the heater, stainless steel |
500 |
J/(kg⋅K) |
|
md |
weight dehydrator design |
2.400 |
kg |
|
cd |
heat capacity of the dehydrator material, stainless steel |
500 |
J/(kg⋅K) |
|
Vd |
dehydrator internal volume |
0.054 |
m³ |
|
cp,air |
air heat capacity at constant pressure |
1005 |
J/(kg⋅K) |
|
Sd |
dehydrator structural area |
0.07 |
m² |
|
αd |
metal-air heat transfer coefficient |
50 |
W/(m²⋅K) |
|
d |
dehydrator wall thickness |
0.75 |
mm |
|
Pmax |
maximum heater power |
800 |
W |
Figure 4 shows the general structure of the dehydrator model in the Simulink mathematical package.
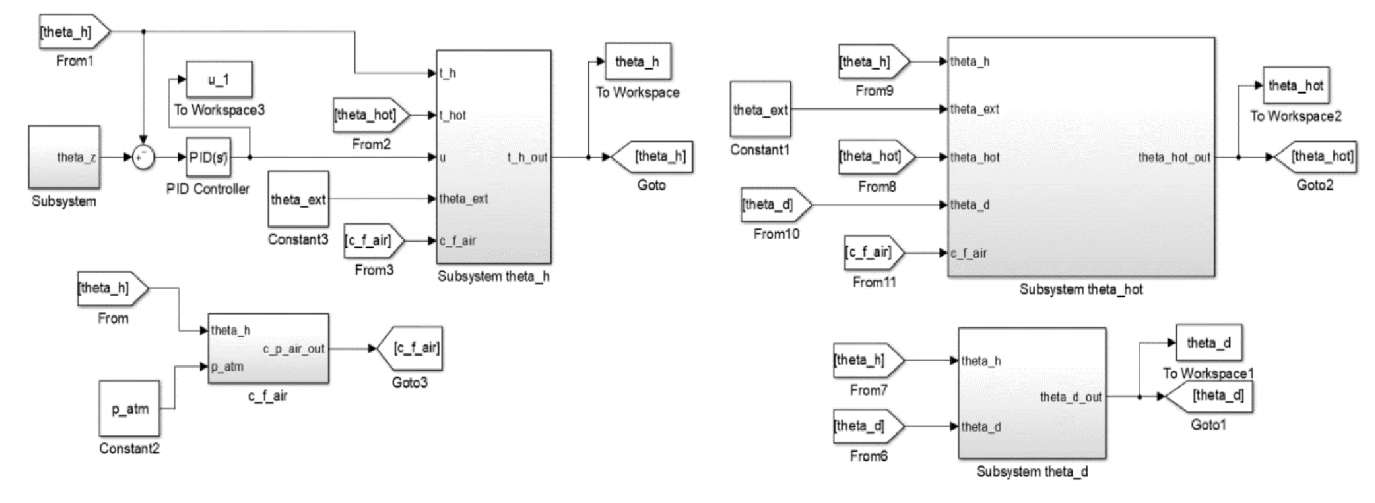
Fig. 4. Structure of the dehydrator model in Simulink
The model consists of three dynamic subsystems describing the dynamics of heat exchange with the heater, with the internal structures of the dehydrator and with the air inside the dehydrator. The fourth subsystem is used to calculate the heat flow carried out by air from the dehydrator.
Let us take a closer look at the following aspects. A priori information about the functioning of convective dehydrators of the considered design indicates the presence of convective air movement inside the dehydrator chamber. However, it is difficult to analytically estimate the “circulation coefficient”, that is, how many times the air passes over the product before leaving the dehydrator. To account for this effect, a dimensionless circulation coefficient kcirc is introduced into the model, which will be estimated during the identification of model parameters.
Similarly, the heat transfer coefficient from the air to the structural elements of the dehydrator αd is introduced into the model. Based on general physical considerations, this coefficient should have the following form (4):
 (4)
(4)
where v — air velocity in m/s. However, based on the fact that this speed will be constant in the stationary operation of the dehydrator, and on the other hand, its measurement presents certain difficulties, we will consider this coefficient constant and identify it as a constant.
For the coefficients of heat transfer from the dehydrator chamber to the external environment through the walls, it is incorrect to assume the constancy of the transfer coefficient. Based on formula (4), it is necessary to take into account that the speed of the upward movement of the outside air along the wall of the dehydrator will depend on the temperature difference between the air inside and outside. That is, it is advisable to present this coefficient as (5) and identify it accordingly:
 (5)
(5)
However, the identification of the mass fair (and volume fair, v) air flow coming out of the dehydrator and carrying away heat and moisture is of the greatest practical interest. The mass and volume air flows leaving the dehydrator are related to the air density ρair(ϑhot, Patm) by the following ratio (6):
 (6)
(6)
where Mair — molar mass of air, Rair — gas constant of air, and Patm — atmospheric pressure.
The air flow from the dehydrator is determined by the excess air pressure on the inner front wall of the dehydrator chamber. The pressure is created by rotating fans. From general physical considerations, it seems that at a constant rotational speed, the volumetric air flow rate should not depend on the air temperature, since its value is determined by the geometric design of the fan blades and their rotational speed.
The authors have tested several physical approaches to measuring the amount of airflow:
However, none of them, due to insufficient accuracy, allowed us to obtain a reliable and plausible estimate of the cost. For this reason, it was decided to estimate the amount of airflow based on energy considerations — based on the amount of electrical power that is consumed to heat an unknown amount of airflow with known physical characteristics. The procedure for identifying model parameters developed by the authors is discussed below. At the same time, the maximum possible number of parameter values was measured directly or taken from reference books. Thus, it is necessary to identify the following model parameters: flows fair and fair, v; total heat transfer coefficient Aext, 0 + Aext, 1 ⋅ (ϑh – ϑext_air) ⋅ Sext/d; circulation coefficient kcirc.
Analyzing model (1), it can be seen that some of the identified parameters can be obtained from static equations, that is, from equations describing the steady-state operation of the dehydrator (7):
 . (7)
. (7)
Moreover, it makes sense to analyze the first and third equations, whereas the second one turns out to be degenerate in the steady-state operation of the dehydrator. From the first equation, we can estimate the power carried away by the air flow and the air circulation coefficient kcirc:
 (8)
(8)
From the third equation, we can estimate the amount of heat loss through the walls of the dehydrator:
 (9)
(9)
where the heat transfer coefficient itself is understood as a linear function of the temperature difference inside and outside the dehydrator:
 (10)
(10)
Identification is carried out based on the results of experimental measurements on a real dehydrator, during which the following parameters are recorded: ϑh — temperature of the air after the heater; ϑhot_air — temperature of the hot air at the outlet of the dehydrator chamber; ϑext_air — temperature of the air outside the dehydrator (indoors); u(t) — continuous operation of the heater under the control of the PID controller; Patm — atmospheric air pressure.
A matrix implementation of the least squares method was used for identification:
 (11)
(11)
where Y — vector of experimental results, X — matrix of explanatory variables, and Θ — vector of parameter estimates.
For the first equation, these values are formed as follows:
 , (12)
, (12)
where N — sample length of the experimental data.
For the third equation:
 (13)
(13)
The identification procedure was performed in the MATLAB mathematical package. The identification results will be described in the Results section, and the identification experiments will be described in the next section.
The internal design of the dehydrator assumes the presence of an air flow returning to the heater along the side walls of the dehydrator and losing some of the heat due to its transfer through the walls to the external environment (Fig. 1 b).
Accordingly, the first equation of system (1) contains a flow describing the process of returning circulating air to the heater:
 (14)
(14)
where kcirc — coefficient showing how many times the air “wraps around” inside the dehydrator before leaving it.
The equation for calculating the amount of mass air flow will have the following form (15):
 (15)
(15)
The conversion of mass flow into volume flow is carried out from formula (15) using formula (6):
 (16)
(16)
It should be borne in mind that air circulation is “unobservable” and manifests itself only indirectly depending on the volume flow rate and temperature. However, if we perform a series of calculations of the dependence of volume flow on temperature for different values of the circulation coefficient, we can “choose”k the most plausible value that will give the best approximation fv(ϑh) of a horizontal straight line (more precisely, a straight line with the smallest angle of inclination to the horizontal). The least squares method (LSM) can be used to obtain estimates of the coefficients of the equation of the approximating line:
 (17)
(17)
A two-stage search method was used to identify the circulation coefficient kcirc. At the first stage, when identifying the parameters of equation (8), values of kcirc in the range from 0 to 20 in increments of 1 were used. At the second stage, when a rough estimate of the suboptimal value of kcirc in the region of 10 was obtained, the range from 9 to 11 in increments of 0.1 was used. The optimal value of kcirc was considered to be the value at which the approximating line of dependence fair, v on temperature, had the minimum modulo tangent of the angle of inclination (was as close as possible to the horizontal line).
1.4 Description of experimental studies
Experimental studies on a small-sized dehydrator with a microcontroller control and monitoring system were carried out to identify the parameters of a mathematical model of the dehydrator thermal subsystem.
The dehydrator operation mode with a stepwise temperature change was used to identify the model. The air temperature sensor after the heater (DS18B20 thermometer) and BME-280 sensors (outdoor air parameter sensor and hot air parameter sensor at the outlet of the dehydrator) allow you to measure the air temperature immediately after the heater, as well as the temperature, relative humidity and air pressure outside the dehydrator and at the outlet of the chamber. The approximate location of the sensors is shown in Figure 1 b.
Standard stainless-steel trays (12 pieces) with a total weight of 2,450 kg are placed in the dehydrator chamber to increase its thermal inertia and reduce temperature fluctuations.
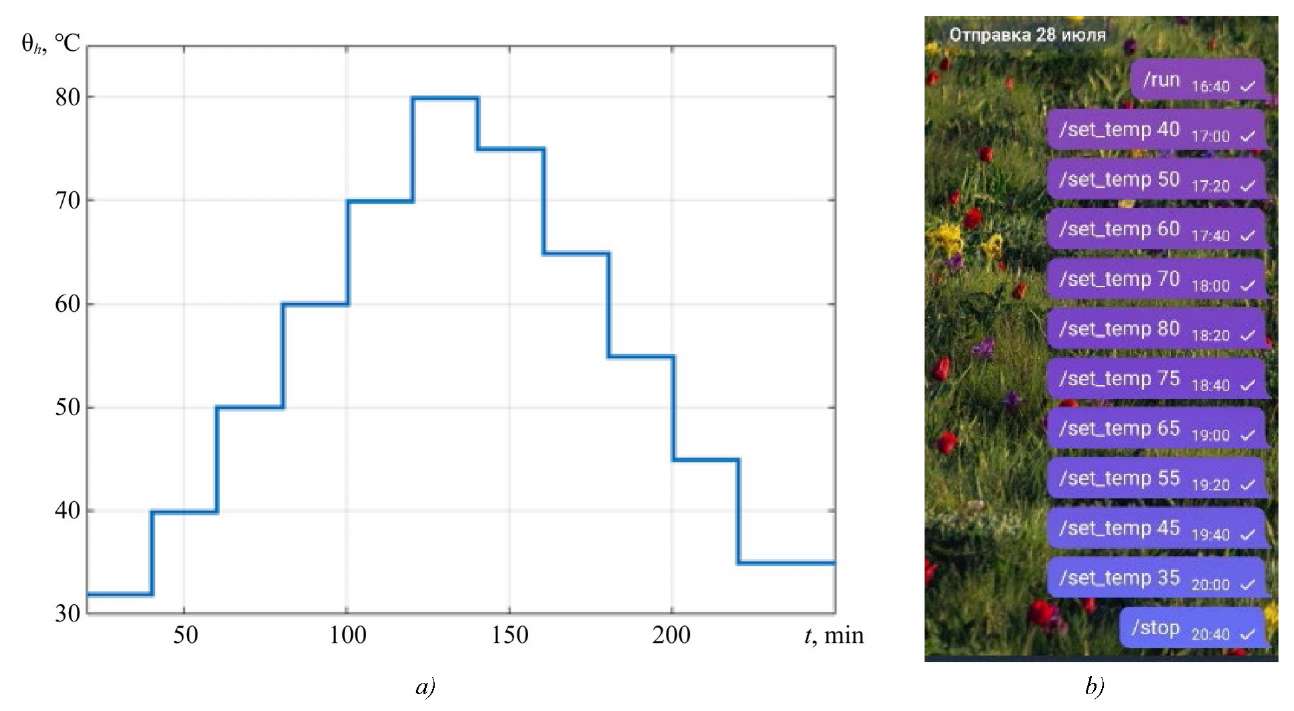
Fig. 5. Temperature regime in experiments:
a — graph of temperature changes;
b — corresponding sequence of commands of the Telegram bot
Temperature control is performed programmatically, using a PID controller implemented in the program, the library of which is taken from the website3. The program graph of temperature changes set to the controller is shown in Figure 5. The experiments were carried out in automatic mode.
The programmed temperature change in the dehydrator was performed in steps of 10 degrees until the temperature reached 80°C. After reaching the maximum, the temperature was reduced programmatically in similar steps of 10 degrees, with an offset of 5 degrees relative to the increase stage (Fig. 5 a).
One cycle of the experiment looked like this:
This design of the experiment made it possible to exclude any influence of the human factor and external effects.
2. Results
This section will present experimental and simulation results for the study of a mathematical model and the identification of its parameters using the methods described above.
2.1 Identification and investigation of the mathematical model
The dehydrator control program provides a stepwise increase and then decrease in temperature after the transient attenuation during experiments to identify the mathematical model.
2.1.1 Determination of the air flow through the dehydrator
Based on model (1) and taking into account its transformations (14)–(16), as well as using the data of the new experiment, which are presented in Figures 6-7, it is possible to calculate the value of the mass air flow through the dehydrator as a function of the air temperature after the heater (Fig. 9).

Fig. 6. Temperatures in the dehydrator according to sensors 1, 2 and 3
The upper graph shows the program for changing the air temperature immediately after the heater. Minor fluctuations are associated with the operation of the PI controller and the low thermal inertia of the empty dehydrator.
The middle graph shows the outside air temperature readings (Fig. 6). There is some instability, but it is only about 4 degrees when the air temperature changes by 40 degrees after the heater. This effect occurs due to the heating of the external air from the dehydrator housing.
In Figure 7, we see the instantaneous value of the heater power, calculated as the product of the maximum heater power and the borehole of its operation. Due to the operation of the PI controller in the microcontroller of the control system, fluctuations are observed after switching the temperature, but then the heater power stabilizes.

Fig. 7. Instantaneous power on the heater
In Figure 8: flowRAW (fRAW) — mass air flow calculated from the initial experimental data; flowm (fm) — mass air flow calculated after applying the intervals (Fig. 6, red vertical lines) in which the temperature, ϑh has stabilized; flowv (fv) — volume air flow calculated from fm using formula (6).

Figure 8. Estimation of flow values (from top to bottom): estimation based on initial data; interval estimation of mass flow; interval estimation of volume flow
2.1.2 Estimation of the circulation value
The results of the identification of the straight line (17) at values kcirc in the range from 7 to 15 are shown in Figure 9 a, b. The upper graph shows the dependence of the coefficient (the tangent of the angle of inclination of the straight line), and the lower graph shows the coefficient, the constant component of the flow.
Graph 9 a shows a calculated curve describing the dependence of the tangent of the angle of inclination of the approximating straight line on the value of the circulation coefficient. The point of its intersection with the axis of the abscissa allows you to determine the real value kcirc = 10.2.

Fig. 9. Identification of the parameters of air movement:
a — dependence of the tangent of the angle of inclination on value of kcirc;
b — dependence of the displacement on value of kcirc
The straight line in Figure 9 b allows us to determine the volume flow rate for the obtained circulation coefficient. Value of kcirc =10.2 corresponds to volumetric flow rate fv = 0.003096 m³s⁻¹, or approximately 3.1 l/s.
2.1.3 Heat loss assessment
As the basis of an identifiable mathematical model of heat loss through the walls of the dehydrator, we take equation (8) and look for the value of the total heat transfer coefficient as a linear function of the temperature difference, according to expression (10).
The identification procedure is based on the same principle as for the identification of the parameters of the air flow equation. The temperature measurement results obtained by stepwise changing the controller setting were averaged over the intervals after the transient attenuation and processed using the least squares matrix method in form (10). The experimental results and the approximating line are shown in Figure 10.

Fig. 10. Dependence of the coefficient of heat transfer to the external environment through the wall of the dehydrator on the temperature difference inside and outside the dehydrator
The actual calculated values of the coefficients of the approximating line are given in formula (18):
 (18)
(18)
Thus, an estimate of the heat transfer coefficient through the walls of the dehydrator chamber to the external environment was obtained. As expected, this coefficient depends on the temperature difference on different sides of the dehydrator wall, and this dependence is close to linear.
2.2 Model verification
To verify the model, an additional experiment was conducted using the methodology described in Section 1.4. The simulation of the dehydrator operation was also performed using the identified parameters of model (2) in the MATLAB/Simulink mathematical package (Fig. 4). To compare the results obtained, output temperature ϑhot and the heater temperature ϑh graphs synchronized at the beginning of the drying process were constructed. The graph for temperature ϑhot, as the most important for further study of the model, is shown in Figure 11.

Fig. 11. Verification of the operation of the dehydrator. Comparison of experimental data with model data
The estimated deviation of the model data from the experimental data was less than 0.5°C with an increase in temperature from 35 to 80°C and with a decrease in temperature from a maximum to 50°C. With further cooling of the dehydrator, the error is about 1°C.
3. Discussion
The results of the study convincingly confirm the possibility of creating an adequate mathematical model of thermal processes in a small convective dehydrator using the apparatus of ordinary differential equations. The achieved modeling error, which does not exceed 0.5°C in the operating temperature range from 35 to 80°C, indicates a high accuracy of reproduction of real heat transfer processes in the equipment under study.
The main result of the research is the construction, identification and verification of a mathematical model of the thermal subsystem of the dehydrator. Analyzing the results obtained, attention should be paid to the following aspects:
The development of numerical methods and programs for finite element modeling creates prerequisites for the widespread use of finite element models, including for modeling thermal systems. For example, in [22], the author provides a complex 3D model of a dehydrator for drying corn kernels. However, it seems that the thermal part of this model could be replaced not only by 2D (as the author does), but also by a one-dimensional concentrated model with minor errors. In [23], a finite element model of a dehydrator with horizontal air movement is also constructed, in which the calculated method shows the laminar movement of the air flow along the gratings, which is consistent with the assumptions accepted for modeling about the possibility of using a model with concentrated parameters and ODEs. The adequacy of the model is confirmed by the graph in Figure 11, which shows the air temperature at the outlet of the dehydrator chamber for the experiment and the model. There is a good qualitative and quantitative correspondence between the simulation and experimental results. Some discrepancy in the characteristics is observed at the end of the experiment, when the air temperature inside the dehydrator chamber approaches the ambient temperature. In this case, if the temperature difference inside and outside decreases, the air movement along the outer wall of the dehydrator becomes less stable, and heat transfer decreases compared to formula (1.8). As a result, the real dehydrator cools down more slowly than the simulated one. The deviation in steady-state mode was about 0.9 degrees.
Although the effect of internal air circulation is indeed used in a number of designs of domestic and industrial dehydrator designs, the authors failed to find a detailed analysis of this effect in the scientific literature. The processes of heat and mass transfer during drying, as well as their mathematical modeling, are considered, for example, in [24]. However, unlike the proposed model (1.1), the authors do not take into account the possibility of reverse air circulation in the dehydrator chamber. At the same time, this process is essential for the considered equipment (Fig. 1). A similar situation is described in [25], where only direct air flow is also considered. At the same time, the variability in air velocity is small, which leaves room for further experiments to optimize the drying process. In [26], detailed attention is paid to the processes of heat transfer using infrared radiation, but the convective component of the drying process is described in less detail. In [27], the design of an industrial dehydrator uses an external air flow circulation system, including one with a controlled inlet flow. It is shown that regulation of circulation makes it possible to increase the coefficient of productivity (COP) up to 39%, which underlines the importance and relevance of the presented studies. However, it is precisely the circulation coefficient (multiplicity of air passage over the product) that is not analyzed in [27], which distinguishes it from the presented study, that makes it possible to quantify this coefficient.
The study of the effect of the air velocity in the dehydrator on the intensity of moisture loss was performed in [28]. It shows that the effect of temperature is less significant at high air velocity. This once again confirms the importance of assessing the magnitude and circulation of the air flow inside the dehydrator. In [29], based on a study of the kinetics of drying tomato slices, it was concluded that an increase in the air flow velocity by one and a half times can increase the efficiency of water diffusion by up to 25%. This determines the prospects of controlling the air flow velocity during drying to increase energy efficiency and reduce drying time. At the same time, direct measurement of the air velocity inside the dehydrator is usually difficult. For this reason, the proposed method for estimating the amount of air flow based on energy characteristics seems to be practically promising. The margin of error can be estimated at no more than 10%.
Separately, we should mention work [30]. It is an experimental study of the drying process of apple slices, where two directions of air movement are considered: above the grate with samples and through the grate with samples. At the same time, it has been experimentally shown that when air moves through the grate at a lower speed than when moving over the grate (1.7 m/s versus 3.5 m/s), the drying time in the first case is 15% less than in the second. However, in this case, due to the design of the installation, the air passed through the dehydrated product once. The internal air circulation described and identified in our work should significantly improve the situation and increase the energy efficiency of drying.
Analyzing the heat loss in the drying chamber through the walls, and determining the value of the heat loss coefficient as a function of the temperature difference, make it possible to optimize drying modes in terms of energy efficiency, since it reflects “non-industrial” heat losses depending on the design and thermal insulation of the drying chamber. In our opinion, insufficient attention is paid to this heat flow in the works devoted to the energy optimization of the convective drying process [30][31]. Although this dependence can serve as an optimization parameter when selecting drying modes.
It is necessary to point out certain limitations of the developed model. The model is based on the assumption of concentrated parameters and does not take into account the spatial heterogeneity of the temperature field inside the chamber. This simplification is justified for small-sized dehydrators with intensive air circulation. However, for large industrial installations, it may be required to switch to models with distributed parameters. In addition, the model has been identified for the product-free dehydrator operation mode. In the presence of a dewatered material, the thermal balance of the system will change due to energy consumption for moisture evaporation and modification of the nature of air flow.
The practical value of the results obtained is due to the possibility of using the identified model to optimize the drying modes of various products. Knowing the exact values of the air flow and circulation coefficient allows you to calculate the intensity of mass transfer, which is crucial for predicting the kinetics of drying. The model of heat transfer through walls makes it possible to evaluate the energy efficiency of the process and identify ways to increase it. It is noteworthy that when operating at the maximum temperature, heat loss through the enclosing structures accounts for about 24% of the heater power, which indicates the expediency of improving thermal insulation.
The prospects for further research are related to the expansion of the model by including mass transfer processes during the dehydration of specific types of food raw materials. The identified parameters of the dehydrator will serve as the basis for constructing a comprehensive drying model that includes equations of moisture balance, evaporation kinetics, and diffusion.
Conclusion
In the course of research on the development of a small convective dehydrator with a microcontroller control system, as well as the construction and identification of its mathematical model, the following significant scientific and practical results were obtained:
The studies performed and the results obtained will make it possible to effectively use the described small convective dehydrator as an experimental installation for studying convective drying processes. In addition, the obtained mathematical model of thermal and air mass transfer processes can serve as a basis for constructing models of the kinetics of drying products by supplementing the equations of evaporation and moisture mass transfer.
1. All electronic components were purchased on electronic trading platforms, the country of origin is China.
2. GOST 8.558–2009. State verification scheme for temperature measuring instruments. URL: https://meganorm.ru/Data2/1/4293795/4293795489.pdf (дата обращения: 26.01.2026).
3. GyverPID — PID Controller Library for Arduino. URL: https://github.com/GyverLibs/GyverPID://github.com/GyverLibs/GyverPID (date of access: 26.01.2026).
1. Miletić N, Lukyanov A, Petković M. Nonthermal Pretreatment Technologies to Improve Drying Efficiency and Quality in Fresh-Cut Fruits and Vegetables: A Comprehensive Review. Foods. 2026;15(3):568. https://doi.org/10.3390/foods15030568
2. Production Volume of Dried Fruit Worldwide from 2009/2010 to 2024/2025. Statista. URL: https://www.statista.com/statistics/1025671/total-dried-fruits-global-production/ (дата обращения: 16.01.2026).
3. Onwude DI, Hashim N, Janius RB, Nawi NM, Abdan K. Modeling the Thin-Layer Drying of Fruits and Vegetables: A Review. Comprehensive Reviews in Food Science and Food Safety. 2016;15(3):599–618.
4. Lewis WK. The Rate of Drying of Solid Materials. Journal of Industrial and Engineering Chemistry. 2021;13(5):427–432. https://doi.org/10.1021/ie50137a021
5. Page GE. Factors Influencing the Maximum Rates of Airdrying Shelled Corn in Thin Layers, MSc. Thesis. West Lafayette, IN: Purdue University. 2016;7(3):1949.
6. Henderson SM, Pabis S. Grain Drying Theory: Temperature Affection Drying Coefficient. Journal of Agricultural Engineering Research. 2016;8(2):169–170.
7. Yaldiz O, Ertekin C, Uzun HI. Mathematical Modeling of Thin Layer Solar Drying of Sultana Grapes. Energy. 2001;26(5):457–465. https://doi.org/10.1016/S0360-5442(01)00018-4
8. Jun Jiang, Leping Dang, Cheong Yuensin, Hongsing Tan, Bochen Pan, Hongyuan Wei. Simulation of Microwave Thin Layer Drying Process by a New Theoretical Model. Chemical Engineering Science. 2017;162:69–76. https://doi.org/10.1016/j.ces.2016.12.040
9. Gite SS, Kaushik A, Singh S. Artificial Neural Network Modeling of the Drying Kinetics of Wild Bitter Gourd During Hot Air Drying. Journal of Biosystems Engineering. 2025;50:310–328. https://doi.org/10.1007/s42853-025-00268-x
10. María del Carmen Razola-Díaz, Eduardo Jesús Guerra-Hernández, Ana María Gómez-Caravaca, Belén García-Villanova, Vito Verardo. Mathematical Modelling of Drying Kinetics of Avocado Peels and Its Influence on Flavan-3-ols Content and Antioxidant Activity. LWT - Food Science and Technology. 2023;176:114552. https://doi.org/10.1016/j.lwt.2023.114552
11. Filipović VS, Filipović JS, Petković MM, Filipović IB, Miletić NM, Đurović IB, et al. Modelling Convective Thin-Layer Drying of Carrot Slices and Quality. Thermal Science. 2022;26(3A):2187–2198.
12. Muchilwa IE, Hensel O, Matofari JW. Evaluating the Water Activity Simulation Consistency of Empirical Models for Shelled and Cobed Maize Drying. International Journal of AgriScience. 2014;4(3):177–188.
13. Dincer I, Sahin AZ. A New Model for Thermodynamic Analysis of a Drying Process. International Journal of Heat and Mass Transfer. 2004;47(4):645–652. https://doi.org/10.1016/j.ijheatmasstransfer.2003.08.013
14. José Vásquez, Alejandro Reyes, Nicolás Pailahueque. Modeling, Simulation and Experimental Validation of a Solar Dryer for Agro-Products with Thermal Energy Storage System. Renewable Energy. 2019;139:1375–1390. https://doi.org/10.1016/j.renene.2019.02.085
15. Makokha AB, Melly SC, Muchilwa IE. Dynamic Modelling of Low-Temperature Batch In-Bin Drying of Cobed Seed Maize: an Industrial Case Study. Journal of Biosystems Engineering. 2020;45:249–260. https://doi.org/10.1007/s42853-020-00065-8
16. Ateeque Md, Udayraj, Mishra RK, Chandramohan VP, Talukdar P. Numerical Modeling of Convective Drying of Food with Spatially Dependent Transfer Coefficient in a Turbulent Flow Field. International Journal of Thermal Sciences. 2014;78:145–157. https://doi.org/10.1016/j.ijthermalsci.2013.12.003.
17. Aghbashlo M, Hosseinpour S, Mujumdar AS. Application of Artificial Neural Networks (ANNs) in Drying Technology: A Comprehensive Review. Drying Technology. 2015;33(12):1397–1462. https://doi.org/10.1080/07373937.2015.1036288
18. Tepe TK, Tepe FB. Improvement of Pear Slices Drying by Pretreatments and Microwave-Assisted Convective Drying Method: Drying Characteristics, Modeling of Artificial Neural Network, Principal Component Analysis of Quality Parameters. Journal of Thermal Analysis and Calorimetry. 2024;149:7313–7328. https://doi.org/10.1007/s10973-024-13280-8
19. Tepe TK, Azarabadi N, Tepe FB. Convective Drying of the Zucchini Slices; Impact of Pretreatments on the Drying Characteristics and Color Properties, Evaluation of Artificial Neural Network Modeling and Thin-Layer Modeling. The Black Sea Journal of Sciences. 2024;14(1):168–193. https://doi.org/10.31466/kfbd.1373651
20. Wenyang Huang, Dan Huang, Yongjia Chen, Guiliang Gong, Feng Zhou, Shuai Huang, et al. Ultrasound-Assisted Medium-Wave Infrared Drying Performance of Phyllanthus Emblica and Artificial Neural Network Modeling. International Communications in Heat and Mass Transfer. 2024;159(A):108028. https://doi.org/10.1016/j.icheatmasstransfer.2024.108028
21. Lončar B, Kljakić AC, Arsenijević J, Petronijević M, Panić S, Mračević SD, et al. Valorization of Lemon, Apple, and Tangerine Peels and Onion Skins–Artificial Neural Networks Approach. Separations. 2026;13(1):9. https://doi.org/10.3390/separations13010009
22. Ostanek J, Ileleji K. Conjugate Heat and Mass Transfer Model for Predicting Thin-Layer Drying Uniformity in a Compact, Crossflow Dehydrator. Drying Technology. 2020;38(5–6):775–792. https://doi.org/10.1080/07373937.2019.1590394
23. Akpan K, Okon A, Akpan W, Nyaudo I. Optimization of Thermo-Flow in a Solar Food Dehydrator Using Computational Techniques. Engineering and Technology Journal. 2023;8(11):3061–3083. https://doi.org/10.47191/etj/v8i11.16
24. Muga FC, Marenya MO, Workneh TS. A Heat and Mass Transfer Model for Predicting the Drying of Beef During Biltong Processing Using Infrared-Assisted Hot Air Drying. Journal of Biosystems Engineering. 2021;46:273–285. https://doi.org/10.1007/s42853-021-00105-x
25. Sonmete MH, Mengeş HO, Ertekin C, Özcan MM. Mathematical Modeling of Thin Layer Drying of Carrot Slices by Forced Convection. Journal of Food Measurement and Characterization. 2017;11:629–638. https://doi.org/10.1007/s11694-016-9432-y
26. Gargari AN, Asefi N, Roufegarinejad L, Khodaei M. Investigation of Heat Transfer in Combined Infrared-Hot Air Drying: A Strategy for Evaluation in Potato Food Model. Potato Research. 2025;68:307–325. https://doi.org/10.1007/s11540-024-09730-3
27. Bowser TJ, Frazier RS, Raghavendra Rao Kakarala. Improvement of Efficiency and Environmental Impact of a Low-Cost Food Dehydrator. The Open Food Science Journal. 2011;5:37–41. https://doi.org/10.2174/1874256401105010037
28. Raka Noveriyan Putra1, Tri Ayodha Ajiwiguna. Influence of Air Temperature and Velocity for Drying Process. Procedia Engineering. 2017;170:516–519. https://doi.org/10.1016/j.proeng.2017.03.082
29. Mamouda Moussa Na Abou, Saïdou Madougou, Makinta Boukar. Effect of Drying Air Velocity on Drying Kinetics of Tomato Slices in a Forced-Convective Solar Tunnel Dryer. Journal of Sustainable Bioenergy Systems. 2019;9(2):64–78. https://doi.org/10.4236/jsbs.2019.92005
30. Nuñez Vega A-M, Rombach Ch, Hofacker W. Influence of Air Routing on the Drying Behavior of Air Dried Apple. In: Proc. 19th International Drying Symposium. France, Lyon, 2014. P. 24–27.
31. Pippia R, Narayanan R. Technical Analysis and Energy Efficiency Enhancement of a Ginger Dehydrator. AIP Conference Proceedings. 2021;2681:020023. https://doi.org/10.1063/5.0116121
Alexandr D. Lukyanov, Cand.Sci. (Eng.), Associate Professor, Head of the Department of Automation of Production Processes
1, Gagarin Sq., Rostov-on-Don, 344010
ResearcherID: J-1519-2017
Scopus Author ID: 57110062300
SPIN-code: 8423-1557
Alexander N. Zhuravlev, Owner and Scientific Director
294/3 Sholokhov Ave., Rostov-on-Don, 344009
Marko Petković, PhD, Associate Professor of the Department of Technology of Plant Raw Materials
34, Car Dušan Str., Čačak, 32102
Scopus Author ID: 55348954500
Vladimir Filipović, PhD, Principal Research Fellow, Faculty of Technology
1, Car Lazar Boulevard, Novi Sad, 21101
ResearcherID: S-8582-2016
Scopus Author ID: 55402713000
Nemanja Miletić, PhD, Associate Professor of the Department of Technology of Plant Raw Materials
34, Car Dušan Str., Čačak, 32102
Scopus Author ID: 24366992900
Danila Yu. Donskoy, Assistant Professor of the Department of Automation of Production Processes
1, Gagarin Sq., Rostov-on-Don, 344010
ResearcherID: U-5984-2019
Scopus Author ID: 57204638278
SPIN-code: 6527-8415
A mathematical model of a convective dehydrator for drying food products is developed. The model takes into account air circulation and heat loss through the chamber walls. Experimental testing has shown a temperature calculation accuracy of less than 0.5 degrees. An air circulation coefficient exceeding ten cycles is determined. The results are applicable to optimizing energy consumption in industrial drying. The model is used in the design of household and industrial dehydrators.
Lukyanov A.D., Zhuravlev A.N., Petković M., Filipović V.S., Miletić N.M., Donskoy D.Yu. Mathematical Model of the Thermal Regime of a Small-Sized Convective Dehydrator and Identification of Its Parameters. Advanced Engineering Research (Rostov-on-Don). 2026;26(1):2249. https://doi.org/10.23947/2687-1653-2026-26-1-2249. EDN: LVDSKQ




Advanced Engineering Research (Rostov-on-Don)
ISSN 2687-1653 (Online)
Contact with: Publisher / Editorial Office of the Journal
Publisher: Don State Technical University - DSTU, Rostov-on-Don, Russia - https://donstu.ru/en/
Editor-in-Chief: Alexey N. Beskopylny, Dr.Sci. (Eng.), Professor, Vice-Rector, Don State Technical University (Rostov-on-Don, Russia)
Don State Technical University
1, Gagarin Sq., Rostov-on-Don, 344003, Russia
tel.: +7 (863) 2738-372, e-mail: vestnik@donstu.ru
16+
Processing of personal data





































