“Advanced Engineering Research (Rostov-on-Don)” is a peer-reviewed scientific and practical journal. It aims to inform the readers about the latest achievements and prospects in the field of Mechanics, Mechanical Engineering, Computer Science and Computer Technology. The journal is a forum for cooperation between Russian and foreign scientists, contributes to the convergence of the Russian and world scientific and information space.
Priority is given to publications in the field of theoretical and applied mechanics, mechanical engineering and machine science, friction and wear, as well as on methods of control and diagnostics in mechanical engineering, welding production issues. Along with the discussion of global trends in these areas, attention is paid to regional research, including issues of mathematical modeling, numerical methods and software packages, software and mathematical support of computer systems, information technology challenges.
All articles are published in Russian and English and undergo a peer-review procedure.
The journal is included in the List of peer-reviewed scientific editions, in which the main scientific results of dissertations for the degrees of Candidate and Doctor of Science are published (List of the Higher Attestation Commission under the Ministry of Science and Higher Education of the Russian Federation).
The journal covers the following fields of science:
- Theoretical Mechanics, Dynamics of Machines (Engineering Sciences)
- Deformable Solid Mechanics (Engineering Sciences, Physical and Mathematical Sciences)
- Mechanics of Liquid, Gas and Plasma (Engineering Sciences)
- Mathematical Simulation, Numerical Methods and Program Systems (Engineering Sciences)
- System Analysis, Information Management and Processing, Statistics (Engineering Sciences)
- Automation and Control of Technological Processes and Productions (Engineering Sciences)
- Software and Mathematical Support of Machines, Complexes and Computer Networks (Engineering Sciences)
- Computer Modeling and Design Automation (Engineering Sciences, Physical and Mathematical Sciences)
- Computer Science and Information Processes (Engineering Sciences)
- Machine Science (Engineering Sciences)
- Machine Friction and Wear (Engineering Sciences)
- Technology and Equipment of Mechanical and Physicotechnical Processing (Engineering Sciences)
- Engineering Technology (Engineering Sciences)
- Welding, Allied Processes and Technologies (Engineering Sciences)
- Methods and Devices for Monitoring and Diagnostics of Materials, Products, Substances and the Natural Environment (Engineering Sciences)
- Hydraulic Machines, Vacuum, Compressor Equipment, Hydraulic and Pneumatic Systems (Engineering Sciences)
The editorial policy of the journal is based on the traditional ethical principles of Russian scientific periodicals, supports the Code of ethics of scientific publications formulated by the Committee on Publication Ethics (Russia, Moscow), adheres to the ethical standards of editors and publishers, enshrined in the Code of Conduct and Best Practice Guidelines for Journal Editors, Code of Conduct for Journal Publishers, developed by the Committee on Publication Ethics (COPE).
The journal is addressed to those who develop strategic directions for the development of modern science — scientists, graduate students, engineering and technical workers, research staff of institutes, practical teachers.
About the journal
In September 2020, the scientific journal “Vestnik of Don State Technical University” (ISSN 1992-5980) changed its title.
The new title of the journal is “Advanced Engineering Research (Rostov-on-Don)” (eISSN 2687-1653).
The journal “Advanced Engineering Research (Rostov-on-Don)” is registered with the Federal Service for Supervision of Communications, Information Technology and Mass Media on August 7, 2020 (Extract from the register of registered mass media ЭЛ №ФС 77-78854 – electronic edition)
All articles of the journal have DOI index registered in the CrossRef system.
Founder and publisher: Federal State Budgetary Educational Institution of Higher Education "Don State Technical University", Rostov-on-Don, Russian Federation, https://donstu.ru/
ISSN (online) 2687-1653
Year of foundation: 1999.
Frequency: 4 issues per year (March 30, June 30, September 30, December 30).
Distribution: Russian Federation.
The journal "Advanced Engineering Research (Rostov-on-Don)" accepts for publication original articles, studies, review papers, that have not been previously published.
Website: https://www.vestnik-donstu.ru/
Editor-in-Chief: Alexey N. Beskopylny, Dr. Sci. (Engineering), Professor (Rostov-on-Don, Russia).
Languages: Russian, English
Key characteristics: indexing, peer-reviewing.
Licensing history:
The journal uses International Creative Commons Attribution 4.0 (CC BY) license.
Current issue
MECHANICS
The forms of discharge burning with a jet electrolytic cathode on aluminum are systematized for the first time. Two stable plasma localization zones at atmospheric pressure are identified. Pulsed current and spectral data indicate periodic current channel breakdown. The plasma density is sufficient to activate the surface without overall overheating of the part. The results are applicable to preparing aluminum for coatings and adhesive bonding.
Introduction. Gas discharges with liquid electrodes are considered as a promising tool for improving adhesion properties and preparing surfaces for coating application. Glow and arc discharges with electrolytic electrodes have been investigated in detail in the literature, but most studies focus on configurations with a stationary electrolyte. For “jet electrolytic cathode–metal anode” systems at atmospheric pressure, the discharge combustion modes, their stability limits, and the energy characteristics of the process are insufficiently systematized. This hinders the scalability of localized aluminum processing technologies. The objective of this study is to experimentally classify combustion modes and their stability regions, determine the electrical, spectral, and thermal parameters of the discharge, and substantiate practical modes for localized aluminum surface preparation for adhesion and coating.
Materials and Methods. To achieve this goal, a laboratory setup was built: a 3% NaCl jet served as the cathode, and an AMTs-40 (aluminum-manganese alloy in the RU system, ISO analog: AW-3003) aluminum plate served as the anode. The jet-anode assembly was placed in a temperature-controlled electrolytic cell with closed circulation of the solution. Typical conditions: U ≈ 600 V, vk ≈ 0.6–0.7 m/s, d ≈ 2 mm, σ ≈ 0.10–0.12 Ω–1·cm–1. A power supply of up to 4 kV/10 A provided a wide range of settings. The diagnostics included oscillographic measurements, high-speed video recording (Casio EX-F1, 600–1200 fps), thermal imaging (FLIR A6500sc), and optical emission spectroscopy (OES) on a PLASUS EC 150201 MC spectrometer with electron density ne estimated from Stark broadening of Hα.
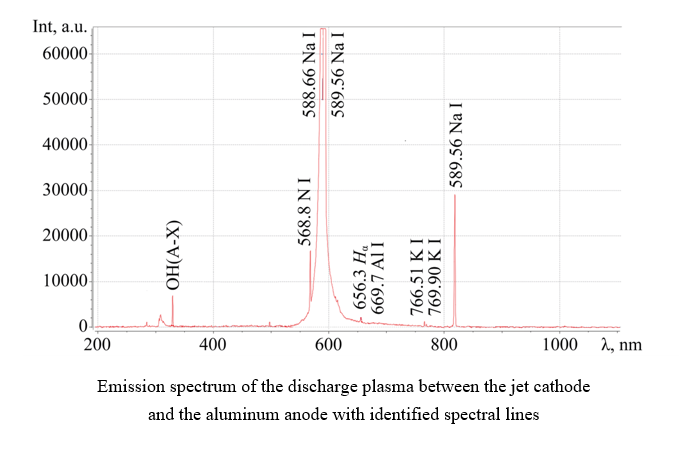
Results. Two plasma localization topologies were detected: a contact zone on the triple gas-liquid-solid line and a jet breakup region. The current was pulsed with an amplitude of 0.8–1.6 A. The spectra were dominated by the Na I doublet (~589 nm), the OH(A–X) bands, and the Hα line; from ΔλL (Hα) ≈ 0.64 nm, an estimate of ne ≈ 6.4 × 1016 cm–3 was obtained. Thermal imaging maps showed a maximum effective temperature of ~47°C at the point of contact, and an energy deposition zone elongated along the jet with a length of ~7 mm (diameter ~2 mm).
Discussion. The pulsed nature of the current with an amplitude of 0.8–1.6 A at 600 V indicates the periodic formation and breakdown of the current channel, which is typical for discharges with a nonstationary geometry of the cathode region and has been previously noted in studies on discharges with flowing jets. The estimate of the electron density nₑ ≈ 6.4×1016 cm–3 based on the Stark broadening of Hα falls within the range of 1015–1017 cm–3, characteristic of atmospheric discharges with liquid electrodes, and indicates a relatively dense plasma sufficient for effective surface activation. The dominance of Na I lines in the spectrum confirms the intense transfer of electrolyte components into the discharge gap, which is consistent with the aerosol sputtering mechanism in the near-cathode region. The compactness of the temperature spot on the anode (transverse size ~2 mm, maximum 47°C) confirms the localized nature of the energy deposition without global overheating of the component. However, the true surface temperature may be higher than the measured one due to the uncertainty in the emissivity of the growing oxide film.
Conclusion. A discharge between a jet electrolytic cathode and an aluminum anode at atmospheric pressure has been experimentally characterized. Two stable combustion topologies, the pulsed nature of the current, spectral markers, and a thermal energy deposition pattern are demonstrated. The results form the basis for constructing operational maps for local aluminum processing and expanding technology applications. The data obtained form the basis for constructing a map of aluminum processing modes and can be expanded through varying the flow rate, nozzle diameter, electrolyte composition, and using faster diagnostics. Future work includes standardizing the energy metrics, quantitatively decomposing the radiation sources, and scaling the methodology.
For the first time, the inverse problem of concrete heat release prediction has been solved. The machine learning model was trained on 9000 simulation cases. Bayesian optimization provided high accuracy of the algorithm. Accuracy on test data reached 98%. The key factors were heat transfer and wall thickness. The method helps design concrete composition and monitor crack resistance.
Introduction. Thermal cracking is a significant challenge for massive monolithic structures. The primary approach to mitigating this risk is to control the overall heat release during cement hydration. Published scientific papers address the direct problem of assessing thermal stresses under given conditions, including the exothermic properties of concrete mixtures. The objective of the study is to solve the inverse problem, that is, to create a reliable machine learning model to predict the 28-day maximum allowable total heat release (Qmax). Implementation of the proposed approach will enable monitoring the crack resistance of massive foundation slabs.
Materials and Methods. To build the machine learning model, a training dataset of 9375 samples was created using finite element parametric modeling. The model takes into account six input parameters: foundation slab thickness, upper surface heat transfer coefficient, ambient temperature, concrete compressive strength class, initial temperature, and concrete hardening rate. To improve forecast accuracy, the CatBoost (categorical boosting) algorithm was used with hyperparameters tuned by Bayesian optimization. Forecast quality was assessed using the mean absolute error, mean absolute percentage error, mean square error, root mean square error, and the coefficient of determination. The value of the parameters for forecasting was determined by a method based on the Shapley theory.
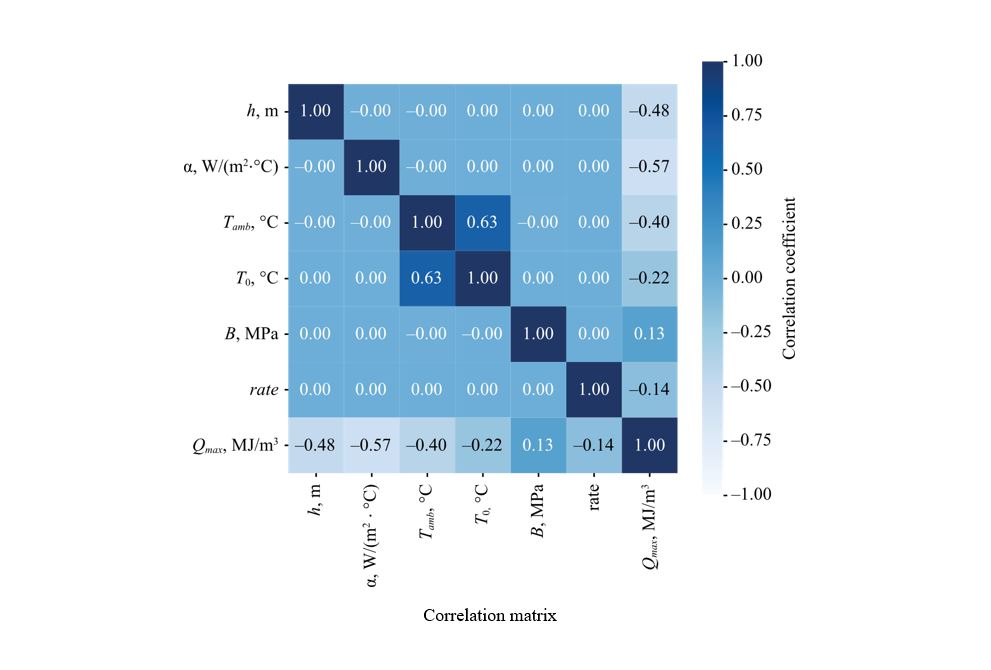
Results. The trained model demonstrated high accuracy. The mean absolute percentage error (MAPE) on the training set was 0.52%. The coefficient of determination was 0.99 on the training dataset, and 0.98 — on the independent test dataset. This indicated good agreement within the considered ranges of input parameters. Shap (Shapley additive explanations) analysis identified two key factors for Qmax: heat transfer coefficient and slab thickness (with significance values of 0.57 and 0.48, respectively). The parameters ranked by significance were as follows: surface heat transfer — 96%, slab thickness — 75%, ambient temperature — 61%, hardening rate — 35%, concrete grade — 17%, and initial temperature of the mix — 14%.
Discussion. The feature correlation was dictated by both the physical processes involved and the modeling methodology. The relatively high correlation between ambient temperature and initial mix temperature (ρ = 0.63) is explained by the conditions under which the model was trained. During dataset construction, the maximum initial concrete temperature was constrained by the ambient temperature. The weak positive correlation between concrete grade and Qmax is explained by the ability of high-strength concrete structures to withstand higher temperature gradients. Shap analysis allowed us to clarify: fast hardening at high temperatures reduced Qmax, while slow hardening at low temperatures increased it.
Conclusion. The machine learning model developed in this study provides an auxiliary computational framework for optimizing concrete composition selection during the design process. Bayesian optimization of hyperparameters provided high quality of algorithm performance in terms of metrics: MAE = 0.67; MSE = 1.78; RMSE = 1.33; MAPE = 0.52%. Three limitations of the model are unaccounted for fast-onset concrete creep, external deformation limitations, and cases of using slabs for transfer structures.
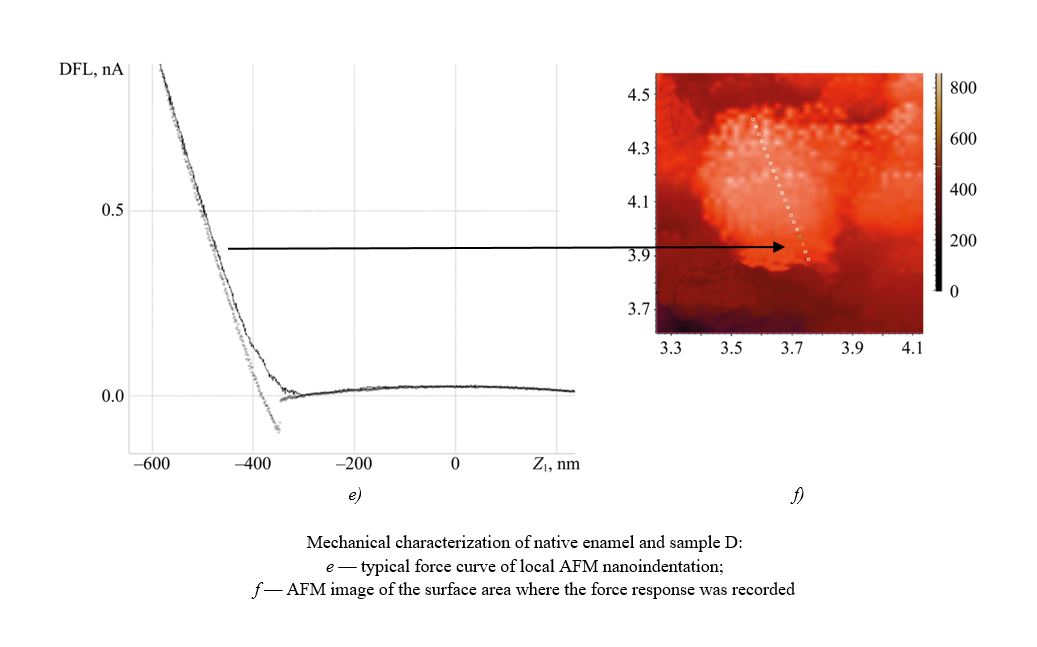
A new method for recreating the structure of native enamel has been proposed. A protective layer is successfully applied in one step using an electric field. This creates a dense and even film on the tooth surface, completely restoring high original hardness of the tissue. The results of this research are crucial for the development of advanced materials. This technology will significantly speed up dental treatment.
Introduction. The development of coatings capable of reproducing the structural and functional properties of dental enamel is of considerable interest for dental materials science and biomimetic surface engineering. Despite the progress achieved in biomimetic calcium-phosphate systems, the most common approaches still rely on multistep protocols that are highly sensitive to interfacial-layer formation conditions and do not always ensure simultaneous reduction of deposition time, control of coating morphology, and reproducible surface mechanical response. The objective of this study was to experimentally evaluate the feasibility of one-step formation of a biomimetic hybrid nHAp/PDA coating in an electric field using isolated electrodes, and to determine the effect of the deposition mode on surface morphology and the surface microhardness of the “coating–substrate” system.
Materials and Methods. Segments of native human permanent tooth enamel were used as a model of a natural apatite-containing substrate. Four surface conditions were compared: native enamel, an nHAp/AA layer formed after acid conditioning, a PDA/nHAp coating obtained by sequential deposition, and a hybrid coating formed via simultaneous electric-field-assisted mineralization and accelerated dopamine polymerization. Deposition was performed in a potentiostatic cell with isolated copper electrodes. Surface morphology was evaluated using scanning electron microscopy and atomic force microscopy (AFM). Surface mechanical response was assessed by Vickers microhardness testing at a 50 g load, AFM mapping of indentation imprints, and local nanoindentation.
Results. The one-step electric-field-assisted mode was found to produce the densest and most uniform surface layer, approximately 1 μm thick, with a minimum roughness of about 20 nm. Sample D demonstrated the highest surface microhardness values, reaching approximately 310 VHN, whereas native enamel showed values of approximately 280 VHN, sample B — about 120 VHN, and sample C — about 190 VHN. One-way ANOVA confirmed a statistically significant effect of sample type on microhardness (p < 0.001). AFM mapping of the indentation imprints confirmed the accuracy of optical diagonal measurements on the textured surface.
Discussion. The increased surface microhardness of the electric-field-assisted sample appears to be associated with more organized interfacial interactions involving polydopamine and a denser packing of the mineral component of the coating. At the same time, Vickers microhardness testing and AFM nanoindentation characterize different scale levels of the mechanical response and should therefore be interpreted as complementary methods.
Conclusion. It is shown that one-step formation of a hybrid nHAp/PDA coating in an electric field using isolated electrodes makes it possible to obtain a morphologically organized layer with a surface mechanical response comparable to that of intact enamel. The proposed approach appears promising for the accelerated formation of functional organomineral coatings on apatite-containing substrates.
INFORMATION TECHNOLOGY, COMPUTER SCIENCE AND MANAGEMENT
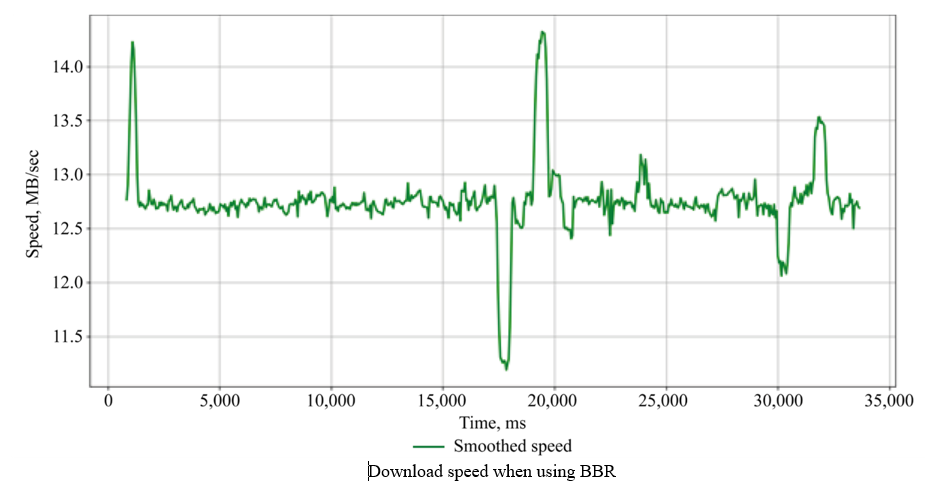
Three versions of the HTTP protocol were experimentally compared under controlled conditions. HTTP/3 reduced time to first byte by 23% and improved page load time by 9.5%. The BBR algorithm delivered 18% more data during the first seconds of transmission than CUBIC. The performance benefits of the new protocol are most pronounced with numerous short queries. These findings are relevant for optimizing high‑traffic web services and mobile user experiences. The server setup procedure for third‑generation protocol deployment is documented.
Introduction. Ensuring and improving the availability of web resources on the Internet is a crucial task for developers of information systems. A critical role in the page accessibility via the Hypertext Transfer Protocol (HTTP) is played by the protocol version and its transport-level implementation. The QUIC (Quick User Datagram Protocol Internet Connections) protocol, developed by Google, provides an increase in resource loading speed through the use of User Datagram Protocol (UDP) in HTTP/3. However, QUIC has an experimental status, and existing research primarily focuses on theoretical aspects or general performance metrics in the global network. At the same time, the following aspects remain insufficiently studied: simultaneous comparison of three protocol versions under unified controlled conditions, practical complexities of configuration and the effect of congestion control algorithms on application-level metrics, labor costs for implementation and configuration, tuning efforts, and quantifying gains under controlled condition.
These gaps create a disconnect between theoretical expectations and practical implementation. Therefore, the objective of this study is to experimentally evaluate the applied performance of HTTP/3 (QUIC) under controlled conditions on a unified testbed, including a comparison of HTTP/1.1, HTTP/2, and HTTP/3, an analysis of the impact of the CUBIC and BBR congestion control algorithms, and documentation of the HTTP/3 server configuration procedure.
Materials and Methods. A testbed was deployed based on a virtual server running the Linux operating system (OS) and the nginx web server supporting HTTP/1.1, HTTP/3 (QUIC), and congestion control algorithms CUBIC and Bottleneck Bandwidth and Round-trip propagation time (BBR). The Google Chrome browser over a 4G network was used as the client. Performance was evaluated using the Time to First Byte (TTFB) metric, file download speed, and total web page load time. Measurements were performed multiple times using Chrome DevTools and client-side scripts. The paper provides a detailed description of the server configuration process for enabling HTTP/3.
Results. The experiments showed that using HTTP/3 (QUIC) reduced the time to first byte by 23.06% and accelerated full page load by 9.5% compared to HTTP/1.1. The theoretical model predicted a TTFB reduction of 71.43% due to the combined QUIC and TLS 1.3 handshake. The observed discrepancy was attributed to the specifics of UDP traffic processing by internet service providers, the experimental status of the implementation, and mobile channel instability. When downloading large files, the CUBIC and BBR algorithms provided comparable average speeds (≈13.12 MB/s and 12.75 MB/s, respectively). However, BBR transmitted 18.2% more data within the first three seconds, demonstrating faster ramp-up to operational speed and a more stable transfer profile.
Discussion. Practical results partially differed from theoretical estimates: the observed latency reduction was lower than expected due to Transport Layer Security (TLS) implementation features, UDP traffic processing by Internet providers, and hardware characteristics. It is shown that the advantages of QUIC/HTTP/3 are most noticeable under conditions of multiple short requests and high latency. The advantage of BBR over CUBIC is realized not in long-duration transfers, but when loading numerous small page resources — a typical web interaction scenario. To improve the reliability of performance evaluation, further experiments are planned under various network conditions, protocol implementations, and geographically distributed clients.
Conclusion. The study confirmed the advantages of HTTP/3 (QUIC): TTFB decreased by 23.06%, and page load time by 9.5%. However, the theoretical model predicted a greater reduction, indicating the influence of implementation and network environment factors. The comparison of CUBIC and BBR revealed the advantage of BBR when transferring small-sized files. Despite the complexity of HTTP/3 configuration, the transition is justified for services with a significant number of resources. The experimental limitations indicate the need for further studies under different network scenarios.
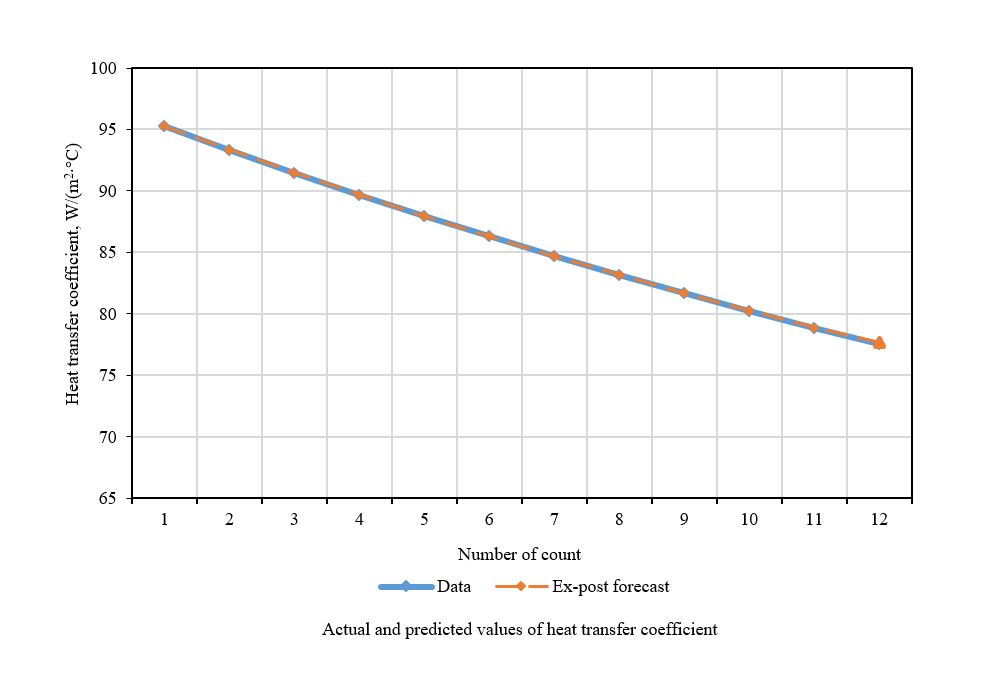
A methodology for assessing heat exchanger fouling based on coolant temperature measurements and oil density has been developed. Machine learning and symbolic regression techniques were used to obtain accurate analytical expressions for thermal resistance. Dynamic predictive models for the heat transfer coefficient were built and validated using actual refinery production data. A 25% decrease in the heat transfer coefficient relative to the baseline has been identified as the criterion for initiating equipment cleaning. This approach facilitates condition-based maintenance, thereby improving energy efficiency and the economic viability of operations in oil refining and heating systems.
Introduction. Shell-and-tube heat exchangers are widely used in oil treatment and refining plants, as well as in heating systems, where their reliable operation is largely determined by the intensity of thermal fouling on the tube surface. Therefore, it is crucial to promptly determine when heat exchange equipment requires maintenance, as deposit accumulation can result in the reduced heat transfer efficiency and increased operating costs. A review of the literature shows that the problem of predicting heat exchanger fouling is being actively researched. However, existing approaches, which focus on process parameters and the physicochemical properties of heat transfer fluids, are not always applicable to the specific conditions of oil refining, where feedstock composition, operating conditions, and deposit nature differ significantly from typical industrial processes. Thus, there remains a gap in scientific knowledge associated with the insufficient development of models that allow for the reliable description of changes in the thermal resistance of contaminants, and the heat transfer coefficient specifically for shell-and-tube heat exchangers of oil refineries. The objective of this study is to determine the dependence of the coefficients of thermal resistance of contaminants and heat transfer on operating parameters, in particular, on the output temperatures of coolants and oil density. For this, it is planned to use machine learning methods to build more adequate predictive models and thereby increase the validity of decisions on the maintenance of heat exchange equipment.
Materials and Methods. A shell-and-tube heat exchanger in a small refinery unit was investigated. Here, circulating diesel reflux (210–235 °C) was the hot medium on the shell side, and oil was the cold medium in the tube bundle. For the calculation, the cross-sectional areas of the tube and annular spaces, linear flow rates, Reynolds, Prandtl, and Nusselt criteria, as well as the heat transfer coefficients of the hot and cold coolants were determined. The heat transfer coefficient was calculated taking into account the thermal resistance of the wall and contaminants, while heat transfer was calculated from heat balance and heat transfer equations. Machine learning and symbolic regression methods, including PySR, SISSO, FROLS, and CatBoostRegressor, were used to estimate the thermal resistance of contaminants and the heat transfer coefficient, based on oil density and coolant temperature data. The verification calculation of the heat exchanger was performed by the method of successive approximations with the solution to a system of nonlinear equations in Matlab.
Results. A verification calculation of a shell-and-tube heat exchanger for oil from three fields showed that with an increase in the thermal resistance of contaminants from 0 to 0.002 (m²·°С)/W, the heat transfer coefficient decreased from approximately 93–95 to 81–83 W/(m²·°С). It was established that changes in the outlet temperatures of the coolants was an information basis for identifying contaminants. Using the SISSO and PySR symbolic regression methods, analytical dependences of thermal resistance on oil density and outlet temperatures were obtained with RMSE 1.25⋅10⁻⁸ and 2.34⋅10–8 (m²·°С)/W, respectively. To predict the dynamics of heat transfer, NARX models based on FROLS and CatBoostRegressor were built, validated on industrial data. Ex-post forecast error for the algorithm CatBoostRegressor RMSE = 0.03573 W/(m²∙°С), for the algorithm FROLS RMSE = 0.01296 W/(m²∙°С).
Discussion. A 13% reduction in heat transfer coefficient with an increase in contaminant thermal resistance to 0.002 (m²·°С)/W was consistent with theoretical models and experimental data from other researchers. The use of SISSO and PySR methods provided significantly higher accuracy compared to neural network approaches with small training sets. The FROLS algorithm outperformed CatBoostRegressor in the accuracy of ex-post forecast of heat transfer coefficient dynamics, which is explained by the compactness of the polynomial model and the smooth nature of the process under study. The established threshold for reducing the heat transfer coefficient by 25% complies with industry standards and provides the transition to equipment maintenance based on actual condition.
Conclusions. A method for determining the thermal resistance of heat exchanger fouling based on the outlet temperature of the coolant and the oil density was developed. Analytical relationships with RMSE 1.25⋅10⁻⁸ (m²·°С)/W and 2.34⋅10⁻⁸ (m²·°С)/W were obtained using the SISSO and PySR symbolic regression methods. NARX models for predicting heat transfer coefficients (RMSE 0.01296 and 0.03573 W/(m²·°С) were built and validated using industrial data. A 25.2% reduction in heat transfer coefficient was adopted as the criterion for the need for cleaning the unit, which provided a transition to condition-based maintenance and increased energy efficiency in oil refining.
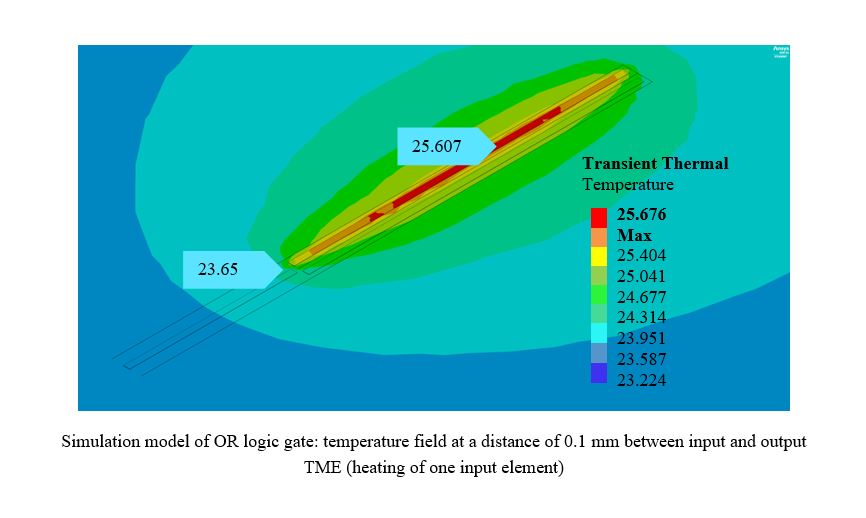
Researchers have modeled heat flows in newly designed memory cells. Varying the distance between elements created the required logical connections. Additional insulation helped precisely direct heat flows. This method accelerates calculations and eliminates lags in conventional programs. This development will greatly facilitate the rapid adoption of artificial intelligence. Such solutions are ideal for complex work at high temperatures.
Introduction. The automation of high-temperature processes (for example, laser welding) requires fault-tolerant real-time control systems. Traditional microprocessors exhibit critical software latencies, while promising in-memory computing platforms (MRAM, RRAM) are subject to thermal instability and state drift in hot zones. There is a significant scientific gap in the development of controllers capable of utilizing heat transfer physics as a computational medium, thereby converting thermal interference into a useful logic signal. This study is aimed at the computer modeling of heat flows in thermal memory elements (TME) to justify the hardware implementation of fuzzy logic inference. The research addresses the tasks of the topological formation of AND/OR logic gates and the analysis of the impact of dielectric insulation on the weight parameter adjustment.
Materials and Methods. The investigation of thermal processes in memory cells (a 2–5 µm aluminum film on a silicon substrate) was conducted by the finite element method in the Transient Thermal module of ANSYS Workbench. The cells were fabricated via vacuum electron-beam evaporation: aluminum tracks 75 µm wide and 4 mm long were formed on the silicon substrate. The structures were subjected to rectangular current pulses with a current density amplitude of (2–2.5) ⋅ 10¹⁰ A/m² and a duration of 1–2 ms; the local heating of the structures reached up to 30°C. To implement AND and OR logic gates, the interelement distances were topologically varied to 0.1 mm and 0.5 mm, respectively. Furthermore, SiO₂ dielectric pockets with a depth of 30 µm were introduced into the design for directional heat flow control.
Results. Based on the developed computer models in ANSYS Workbench, a comprehensive study of non-stationary thermal fields in TME structures was conducted. It is proven that the integration of SiO₂ dielectric insulation effectively controls the direction and power of the heat flow, eliminating parasitic energy dissipation. The modeling physically substantiates the feasibility of hardware formation of a fuzzy inference rule base directly within the crystal topology. It is established that varying the interelement distances is the key factor in logic setting: a distance of 0.1 mm between the input and output elements provides the realization of the OR logic operation, whereas a 0.5 mm distance corresponds to the AND operation.
Discussion. The data obtained confirm that thermal field superposition enables delay-free fuzzy logic operations. The logic gate models developed exhibit response times (1–2 ms) that are an order of magnitude lower than those of standard PLC (20–50 ms). In contrast to phase-change memory (PCM), the proposed method demonstrates robustness against external temperature noise through the algorithmic correction of logic thresholds. The primary limitation of this study is the thermal inertia of the silicon substrate, which accounts for a 5–7% discrepancy between the ANSYS simulation results and in-situ experiments.
Conclusion. The findings validate the feasibility of hardware-based topological design for a fuzzy inference rule base and the practical implementation of in-memory computing. This opens up promising prospects for integrating peripheral artificial intelligence (Edge AI) directly into the hot zones of industrial equipment.
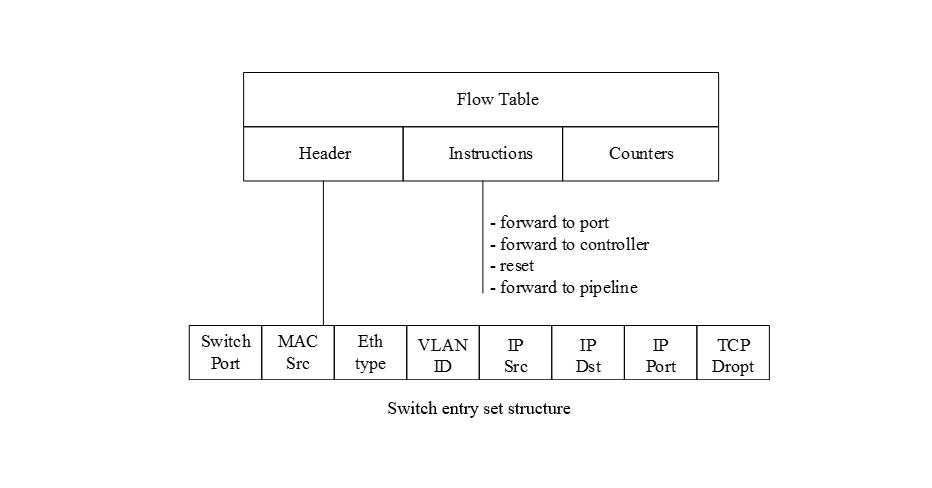
A new mathematical model of network switch memory operation has been developed. For the first time, a discrete transformation method for data flows is applied. Aggregated data arrivals and multistage service processes are taken into account. A complex nonlinear relationship between latency under high loads is identified. These calculations are essential for creating reliable communication networks. The results will help assess system stability under extreme conditions.
Introduction. Reliable identification of the probabilistic and temporal features of switching nodes is required for assessing the quantitative characteristics of software-defined networks. Widely used queuing theory (QT) methods only approximately specify and model the processes in an OpenFlow switch and its buffer memory. This results in understated and unrealistic performance estimates for the designed network equipment, causing switch buffer overloading and packet loss. A different modeling approach can solve this problem. The objective of this paper is to develop and study an analytical model for the buffer memory of an OpenFlow switch in an SDN using advanced techniques.
Materials and Methods. The discrete Laplace-Stieltjes transform was used. Statistical characteristics of packet flows and the throughput of communication channels for a given packet loss probability were taken into account. The OpenFlow switch buffer memory model was based on the mathematical apparatus of the QT. It was constructed under the assumption of recurrence of input data flows with batch arrivals. The model was based on schematic representations of the switch structure, its record set, and a graph description of the transmission of network packets leaving the switch. We started with schematic representations of the switch structure, its record set, and a graph description of the transmission of network packets exiting the switch. Two model assumptions were taken as acceptable:
- arbitrary distribution of the relationship between the volume of data flows and their service time;
- discreteness of the distribution of the information flow structure.
Results. The developed model integrated the probability of packet flow loss, their statistical characteristics, the throughput of computing devices, and the multiphase service procedure. When testing the model performance, we assumed that the switch load increased from 0.1 to 0.9, and the loss probability — from 10–3 to 10–6. For these metrics, we determined how the switch load affected the buffer memory size and latency. In the first case, the minimum value (memory capacity) was 0.201, the maximum — 10564. In the second, they were 0 and 470 ms, respectively. For simulation modeling, the minimum time was 0 ms, the maximum — 2300 ms. The simulation and analytical modeling indicators were close at loads below 50% and increased several times at loads above 50%. The indicators increased sharply with loads up to 70%, and then increased exponentially.
Discussion. At low network loads, queues did not overflow, packets were not lost, and linear dependences were maintained. At medium and high loads, packet flow processing was described by nonlinear dependences. The results of analytical and simulation modeling diverged due to the explosive nature of self-similar network traffic and its approximate description by the Pareto distribution. Switch load determined the feasibility of the proposed approach. The model is suitable for designing elements of software-defined networks to analyze their resilience under various information impacts.
Conclusion. The proposed SDN analytical model determined the values and variances of the switch buffer memory size, as well as the memory capacity for constructing address flow tables. The solution performance was tested with switch loads ranging from 0.1 to 0.9. It is planned to create a model that takes into account request flows from both the external network and the server.
MACHINE BUILDING AND MACHINE SCIENCE
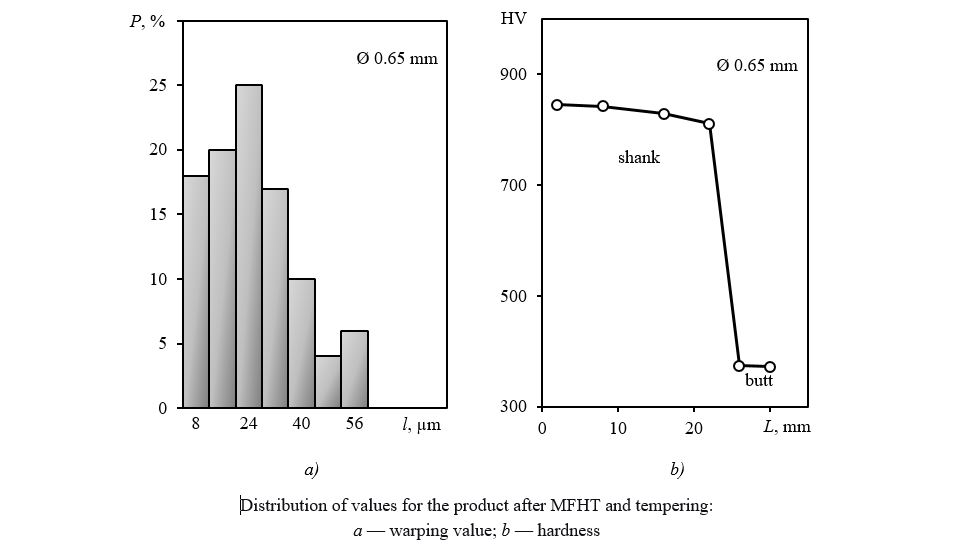
A technology for heat treatment of steel in a magnetic field was studied. The method was applied to small-diameter machine needles made of U10A (GOST 1435-99) steel. Hardening in a magnetic field provided internal alignment and constraining of the product. Radial runouts were eliminated without additional machining. The fatigue limit increased by an average of 82 MPa. The results are applicable to the production of needles, axles, pins, shafts, and plungers.
Introduction. Rod-shaped products, such as various needles, axles, pins, shafts, studs, plungers, etc., are in high demand in modern industry. In production of small long products, distortion of their shapes due to the action of internal stresses caused by uneven heating, cooling, deformation or phase transformations of the metal, is a pressing issue. Known methods for eliminating warping involve additional mechanical straightening (often manual), which increases labor intensity and product costs while reducing product performance. To avoid this phenomenon, the use of magnetic field heat treatment (MFHT) technology is proposed. This technology facilitates the initiation of stress-induced martensite within the superplastic temperature range of austenite, along with the simultaneous constraint of the rod product along the magnetic flux. Therefore, the objective of the present study is to explore the feasibility of reducing distortion in rod-shaped products by applying a magnetic field during heat treatment. It is proposed to test the capabilities of MFHT technology on machine needles, where the warping criterion is the magnitude of residual deformation, and the key property indicators are hardness and fatigue limit. The study involves testing needles during both serial and experimental processing, including between different process steps.
Materials and Methods. Machine needles made of U10A steel (GOST 1435-99) with diameters of 0.65 mm, 0.75 mm, 1.10 mm and 1.20 mm were studied. Standard processing modes and MFHT processing on a special installation were used. The radial runout value was measured. The fine structure was studied using TEM and X-ray diffractometry. The operational characteristics were assessed by fatigue tests with determination of the fatigue limit.
Results. The data on the distribution of radial runouts and deviation angles of the needle tip after conventional quenching and low tempering, as well as after MFHT and low tempering were obtained. The operational characteristics (fatigue limit) of needles with different warping after standard treatment and after MFHT were estimated. Changes in the parameters of the fine structure of martensite after quenching in a magnetic field were studied. The dispersion of the martensite structure (packet and twinned morphology) after conventional quenching and MFHT was analyzed. Data on the change in hardness along the length of the needle after various treatment modes were presented.
Discussion. Experimental data obtained demonstrate the feasibility of eliminating warping in small rod-shaped components using the MFHT hardening technology. Hardening in a magnetic field involves a kind of internal straightening and constraining of the long axis of the product in a vertical position along the magnetic flux lines.
Conclusion. Experimental evidence demonstrates that the hardening technology involving heat treatment in a magnetic field (MFHT), which relies on steel quenching under a magnetic field, can additionally eliminate radial runout in rod-shaped products. The internal straightening process, which is achieved using a specified MFHT processing scheme, eliminates the need for conventional machining, which reduces performance characteristics.
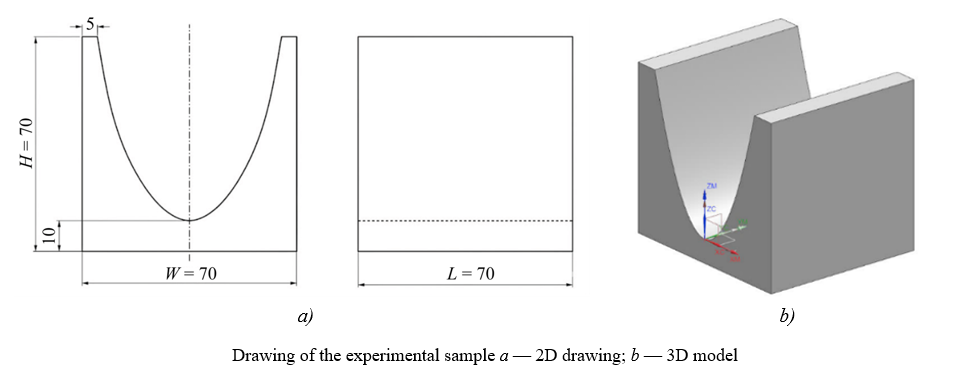
A curvature-based analytical model for 3-axis milling errors is proposed. Tool diameter and stepover are the dominant accuracy factors, while the errors correlate with local principal curvature of the parabolic profile. MATLAB simulations confirm increased deviations in high-curvature regions, and a curvature-adaptive stepover improves forming accuracy.
Introduction. Concave parabolic freeform surfaces are integral to high-performance optical reflectors and precision mechanical components, where stringent geometric accuracy is paramount to functional efficiency. Despite their widespread application, achieving high surface fidelity in 3-axis CNC milling remains a significant technical challenge. This difficulty arises from the intricate, non-linear interactions between cutting tool geometry, machining parameters, and the varying local curvature of the surface. While conventional research often focuses on global parameter optimization, there exists a notable scientific gap in understanding how localized curvature gradients dictate error distribution during the material removal process. This study addresses this gap by establishing a curvature-aware analytical framework aimed at identifying the fundamental drivers of machining inaccuracies in parabolic geometries.
Materials and Methods. The research methodology integrates theoretical modeling with rigorous experimental validation. Initially, a mathematical model based on principal deviation theory was formulated to characterize the geometric deviations inherent in the 3-axis milling process. This analytical foundation allowed for the mapping of theoretical errors against surface differential geometry. Subsequently, an experimental investigation was executed using a Taguchi L9 orthogonal array design to systematically evaluate the influence of three primary machining factors: tool diameter, feed rate, and step-over. Concave parabolic samples were machined and measured using high-precision metrology equipment. The resulting data were processed via Analysis of Variance (ANOVA) and Signal-to-Noise (S/N) ratio analysis to quantify the individual and interactive statistical contributions of each parameter to the total machining error.
Results. The findings demonstrate that tool diameter and step-over are the predominant factors, accounting for the majority of the variance in machining accuracy, whereas the influence of feed rate is found to be statistically marginal within the tested range. Crucially, the results have revealed that machining errors are not uniformly distributed but are highly correlated with the local principal curvatures of the parabolic profile. MATLAB simulations further corroborated these findings, showing that the maximum deviation occurs in regions of high curvature where the tool-surface engagement geometry is most constrained. These specific results provide a quantitative map of how tool geometry interacts with parabolic concavity to produce predictable error patterns.
Discussion. This research provides a novel interpretation of machining errors through the lens of surface differential geometry, successfully bridging the gap between theoretical surface modeling and practical CNC manufacturing. The findings demonstrate that a “one-size-fits-all” toolpath strategy is inherently insufficient for concave freeform geometries due to localized geometric complexities. Instead, this study validates that the implementation of an adaptive step-over strategy, dynamically adjusted based on local curvature values, significantly enhances surface forming accuracy. The core scientific novelty lies in the proposed integration of curvature-based compensation directly into the toolpath planning phase, allowing for proactive error mitigation rather than reactive adjustments.
Conclusion. In conclusion, the proposed approach offers a robust and scalable solution for improving the precision of complex freeform components in real-world industrial environments. By adopting this methodology, high-precision manufacturing processes can potentially reduce post-processing requirements and overall production costs. While this study focuses on static and geometric accuracy, future research will extend this model to incorporate the assessment of dynamic processing errors. This expansion will provide a more comprehensive framework for accuracy optimization in multi-axis CNC machining of complex surface.
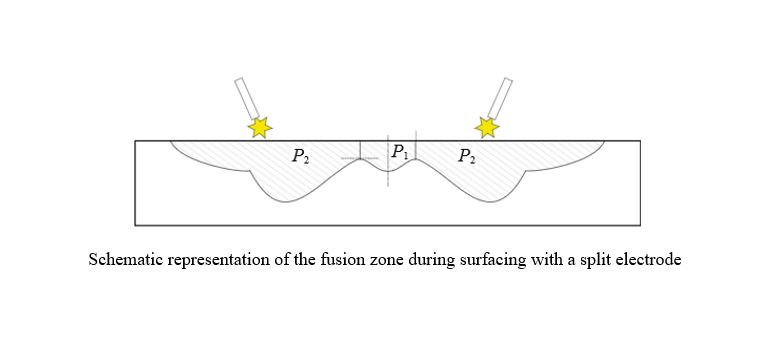
The study focuses on penetration shape in split-electrode surfacing. Quantitative assessment of the penetration profile curvature is presented for the first time using polynomial fitting and differentiation. A heat-damping effect from the weld pool was observed at small electrode spacing. Electrode inclination angle was the key factor affecting penetration curvature. Results support surfacing process optimization in industry.
Introduction. Improving the efficiency of arc surfacing with a consumable electrode is one of the key vectors in the development of modern manufacturing. Split-arc gas-shielded welding with a consumable electrode is of particular interest. The electrode arrangement in this welding process affects the fusion zone, namely its shape and curvature. The shape of the penetration zone significantly affects the property gradient and the operational reliability of the coating. The effect of the electrode arrangement on the curvature of the penetration front remains quantitatively unassessed. The objective of this study is to quantitatively evaluate and determine the correlation of the curvature of the penetration shape depending on the relative arrangement of the electrodes.
Materials and Methods. The effect of electrode positioning on the penetration shape was studied by building up six layers and subsequently analyzing the fusion shape in the base metal. The selected influencing parameters were the interelectrode distance (z) and the electrode inclination angle (α). The surfacing process was performed in an Ar/CO₂ shielding gas atmosphere in a ratio of 98/2%. To make the fusion zone visible, the transverse cross-sections of the layers were subjected to etching. The fusion zone boundaries were digitized. A 6th-degree polynomial was used to determine the functions describing the penetration shape. The obtained functions were differentiated to analyze the fusion shape. The first-order derivative was used to determine the number of extremes. To assess the curvature of the penetration shape, the average value of the absolute second derivative was calculated over the range of values within the layer width. Correlation was established using Pearson's method.
Results. As a result of the conducted experiment, a quantitative assessment of the curvature of the penetration shape depending on the relative arrangement of the electrodes was performed. Functions describing the penetration shapes were determined. The curvature of the obtained shapes and the number of extremes were calculated. Correlation coefficients between the interelectrode distance, the electrode inclination angle, the penetration curvature, and the number of extremes were determined. It was found that the curvature of the penetration shape and the number of extremes weakly depend on the interelectrode distance. The electrode inclination angle determines the penetration curvature to a greater extent. A damping effect of the heat flux of the electric arc by the volume of the weld pool was identified at an interelectrode distance of 15 mm.
Discussion. In each experiment, the base metal fusion zone displayed a saddle-shaped geometry. Increasing the electrode included angle resulted in a shallower penetration shape, attributed to an alteration in the vector of electromagnetic forces that govern plasma streams and molten metal droplet transfer. The damping effect occurred because reducing the interelectrode distance enlarged the weld pool. A layer of molten metal, possessing high heat capacity but low thermal conductivity, separated the electric arc from the base metal, thus damping the heat flux from the arc.
Conclusion. The conducted study made it possible to quantitatively assess the effect of the electrode arrangement on the curvature of the penetration shape, as well as to determine the degree of influence of the interelectrode distance and the electrode inclination angle on the curvature of the penetration shape. The interelectrode distance was found to have a weak effect on both the fusion shape curvature and the number of extremes. The correlation coefficients for these parameters were –0.22 and 0.43. The effect of the electrode inclination angle on both the fusion shape curvature and the number of extremes was considered substantial. The correlation coefficients for these parameters were –0.65 and –0.71. As the angle of inclination of the electrodes relative to the vertical increased, the curvature of the penetration shape decreased.