




Содержание
Перейти к:
https://doi.org/10.23947/2687-1653-2026-26-1-2103
EDN: EYOAES
Перейти к:
Введение. Интенсивностью износа режущего инструмента можно управлять, вводя дополнительные колебания в зону резания. Представляется достаточно изученным влияние параметров колебаний на износ инструмента. Однако выводы некоторых таких работ противоречивы. Отмечается, что вибрации с различной амплитудой могут как увеличивать износ, так и уменьшать его. В литературе нет аналитических моделей, разрешающих данное противоречие, отражающих нелинейную взаимосвязь подсистем инструмента и заготовки при резании. Кроме того, не принимается во внимание, что износу по разным граням инструмента требуются разные модели силового взаимодействия. Отмеченные пробелы восполняет представленная работа. Цель исследования — определить закономерности влияния высокочастотных колебаний (ВЧК) на износ задней грани инструмента.
Материалы и методы. Использовались данные математического моделирования динамической системы резания в Simulink с учетом сил по задней грани, эффективных параметров и ВЧК. Оборудование: станок 16К20, измерительный стенд вибрационного контроля с частотным диапазоном 0,4–15000 Гц, компьютер, аналого-цифровой преобразователь E20–10, акустическая система, стенд для исследования сил резания — STD.201–1. Заготовки из стали 10ГН2МФА диаметром D = 84 мм обрабатывали инструментами с припаянными пластинами из Т15К6 без смазки.
Результаты исследования. Демонстрируется влияние ВЧК на силы контактного взаимодействия по задней грани инструмента и фазовая траектория деформационных смещений инструмента при разных амплитудах ВЧК: от 0,5 ⋅ 10–2 до 2 ⋅ 10–2 мм. Установлено, что мощность N необратимых преобразований энергии (НПЭ) зависит от направления вводимых вибраций. Показана зависимость интенсивности износа инструмента от дополнительных колебаний с амплитудами 5, 10 мкм в разных направлениях при скоростях резания 1 м/c, 1,4 м/с, 2 м/с. Полученные результаты сравниваются с траекториями износа без возмущения.
Обсуждение. Оптимальная амплитуда дополнительных вибраций в направлении подачи зависит от заднего угла инструмента и уменьшается с изменением стадии износа. Максимальное значение износа падает с 0,55 мм до 0,35 мм при введении колебаний с амплитудой 5 мкм и до 0,26 мм — при 10 мкм. При дополнительных вибрациях в тангенциальном направлении интенсивность износа слабо зависит от амплитуды вводимых колебаний, так как она во много раз меньше скорости колебательных смещений инструмента. Максимальное значение износа уменьшается с 0,65 мм до 0,6 мм при 5 мкм и до 0,48 мм — при 10 мкм. При интенсификации износа не существует оптимальной амплитуды дополнительных вибраций.
Заключение. Разработанные модели позволяют количественно оценивать влияние ВЧК на интенсивность износа инструмента по задней грани и обоснованно подбирать параметры колебаний, вводимых в зону резания. Так можно создавать:
Далее необходимо исследовать динамику процесса резания при амплитудах ВЧК более 10–15 мкм.
Гвинджилия В.Е. Вибрационное управление износом задней грани инструмента при точении. Advanced Engineering Research (Rostov-on-Don). 2026;26(1):2103. https://doi.org/10.23947/2687-1653-2026-26-1-2103. EDN: EYOAES
Gvindjiliya V.Е. Vibration Control of Tool Flank Wear in Turning. Advanced Engineering Research (Rostov-on-Don). 2026;26(1):2103. https://doi.org/10.23947/2687-1653-2026-26-1-2103. EDN: EYOAES
Введение. Влияние вибраций на интенсивность износа инструмента — предмет многочисленных исследований, поскольку износ резца определяет качество деталей и экономичность обработки. В литературе всесторонне анализируется воздействие вибрационных колебаний на динамику сил резания [1]. Отмечается разнообразие источников вибраций инструмента и заготовки и, соответственно, разнообразие методов их мониторинга, оценки и моделирования [2].
На начальных этапах развития теории резания вибрации рассматривались как следствие потери устойчивости равновесия упругих деформаций в подвижной системе координат, движение которой определяется траекториями исполнительных элементов станка [3]. Потеря устойчивости связывается с эффектом регенерации сил [4], для ее анализа предлагается критерий устойчивости равновесия упругих деформаций [5]. Проблемы регенерации изучались для точения [6], фрезерования [7], сверления [8] и других операций.
Потерю устойчивости объясняли:
Известно [13], что при потере устойчивости траекторий формообразующих движений инструмента для вибраций наиболее типичны притягивающие множества вроде предельного цикла [14] и хаотического аттрактора [15]. Установлено, что изменение притягивающих множеств вибрации инструмента обусловлено режимами резания. Например, при изменении подачи инструмента можно наблюдать все типы бифуркации Андронова – Хопфа [16]. Вибрации рассматривались как следствие возмущений, связанных с качеством станка. Прежде всего это биения шпинделя [17] и кинематические возмущения [18]. В зависимости от частоты внешних возмущений наблюдаются различные эффекты [19]. При частотах, близких к собственным частотам взаимодействующих подсистем, возникают такие параметрические явления, как самовозбуждение, синхронизация колебаний [20] и др.
Наконец, вибрации изучаются как целенаправленно вводимые в зону резания колебания для достижения полезного эффекта: дробления стружки [21], повышения стойкости инструмента [22], улучшения качества поверхности [23]. Показано, что введение в зону резания ультразвуковых колебаний (УЗК) может улучшать качество работы и снижать интенсивность износа инструмента [24]. Для повышения эффективности УЗК предлагаются системы формирования УЗК, в которых обратная связь для самовозбуждения реализуется через колебания, формируемые в процессе резания [25]. При этом учитываются нелинейные эффекты взаимодействия инструмента и заготовки, например, падающая характеристика сил резания при возрастании скорости [26] или амплитудно-частотная модуляция колебаний системы [27].
Исследователи уделяли особое внимание влиянию вибраций на интенсивность износа инструмента в процессе резания. Распространено мнение, что вибрации увеличивают интенсивность износа и тем самым сокращают срок службы инструмента [23]. Вместе с тем есть данные, что при увеличении амплитуды вводимых колебаний фиксируется оптимум амплитуды, при котором интенсивность износа достигает минимума [28]. Особенно ярко этот эффект проявляется при возбуждении УЗК через инструмент [28] и при точении труднообрабатываемых материалов AISI 52100 [29] или Р9М4К8Ф [30].
Для анализа влияния колебаний на интенсивность износа нужны методики и математический инструментарий, которые позволят оперативно оценивать скорость износа. В качестве диагностического показателя целесообразно использовать мощность необратимых преобразований энергии (МНПЭ) в зоне контакта инструмента и заготовки [31]. При точении инструментами с твердосплавными неперетачиваемыми пластинами основной тип износа наблюдается по задней грани [32]. МНПЭ — основной источник тепловыделения, поэтому можно утверждать, что оптимальным условиям резания соответствует оптимальная температура [33]. Производство тепла и МНПЭ коррелируют и адекватно отражают интенсивность износа [34]. Следовательно, при разработке систем мониторинга износа температура и МНПЭ в зоне резания рассматриваются как ключевые диагностические параметры. В информационных моделях диагностирования применяются методы авторегрессионного спектрального анализа [35], модели на основе анализа сил резания c помощью аналитических функций [36], машинного обучения [37] и анализа сигналов виброакустической эмиссии [38]. При изменении МНПЭ меняются механизмы физико-химического взаимодействия (износа) в контакте инструмента и заготовки — от адгезионно-усталостного [1] и абразивного [31] до диффузионно-окислительного [39].
МНПЭ часто рассматривают в объеме зоны резания в целом. Однако распределение мощности между задней гранью инструмента, зоной стружкообразования и зоной вторичной пластической деформации непропорционально. При анализе интенсивности износа по задней грани необходимо рассматривать необратимые преобразования энергии в контактной области задней грани инструмента и заготовки. Не всегда учитывается, что колебания вызывают периодические изменения мощности необратимых преобразований и в зависимости от текущей мощности активируются различные механизмы износа — от фрикционно-усталостных до диффузионно-окислительных. Следовательно, периодически меняются оценки скорости и интенсивности износа инструмента. К тому же в литературе не описано преобразование вводимых в зону резания высокочастотных колебаний (ВЧК) в траектории движения задней грани инструмента и заготовки, а также в траектории сил, формируемых в контактной области.
Цель представленного исследования — установить связь между ВЧК и интенсивностью износа по задней грани инструмента на базе разработанной теоретической модели динамики процесса резания, а также ее численного и экспериментального анализа. Для достижения цели проводятся перечисленные ниже работы по детализации моделей, моделированию, выполняются теоретические исследования и эксперименты.
Разрабатываемый математический инструментарий и методики можно интерпретировать как создание виртуальной численной модели изнашивания режущих инструментов для оптимального выбора параметров вибраций, вводимых в зону резания.
Материалы и методы
1. Постановка задачи. Математическое моделирование ДСР, учитывающей силы по задней грани инструмента. Рассмотрим связь износа с МНПЭ, а также закономерности интенсивности износа. Для определения МНПЭ создадим модель ДСР, возмущенной ВЧК. Разработаем алгоритмы и программу для вычисления траекторий МНПЭ в контакте задней грани инструмента с заготовкой (рис. 1).

Рис. 1. Схема процесса резания:
а — представление траекторий исполнительных элементов и деформационных смещений;
б — формирование сил резания F в области первичной и вторичной пластической деформации и дополнительных сил Φ в области А — В
Будем считать заданными траектории исполнительных элементов станка в виде перемещений L = {L1, L2, L3}T ∊ ℜ(3) и скоростей dL/d = V(t), V(t) = {V1, V2, V3}T ∊ ℜ(3). Здесь L1(t), L2(t) — траектории поперечного и продольного суппортов;
 — перемещения заготовки относительно инструмента в точке контакта вершины инструмента с заготовкой по направлению ее вращения; D — диаметр обрабатываемой поверхности, мм; d — диаметр обработанной заготовки, мм (рис. 1).
— перемещения заготовки относительно инструмента в точке контакта вершины инструмента с заготовкой по направлению ее вращения; D — диаметр обрабатываемой поверхности, мм; d — диаметр обработанной заготовки, мм (рис. 1).
Возмущения характеризуются перемещениями

и скоростями
 .
.
Рассмотрим случай, когда вводимые в зону резания дополнительные колебания представляются вектором периодических возмущений:
 .
.
Так же — для скоростей
 .
.
Возмущения происходят в пространстве деформаций
 .
.
Скорости деформаций:
 .
.
Вектор X рассматривается в подвижных координатах, задаваемых L (рис. 1). Единица измерения для L, ΔX(X) и X — мм, для V(t), ΔV(X) и V(X) — мм/с.
Заготовка жесткая, поэтому траекторию формообразующих движений

можно представить:
 (1)
(1)
Задействуем в моделировании скорости dL(Ф)/dt = V(Ф) = V + ΔV(X) – V(X). Воспользуемся работой [40] для обозначения связи между силами и деформациями:
 (2)
(2)
Здесь m, h, c — положительно определенные симметричные матрицы инерционных, скоростных и упругих коэффициентов, m = diag{m, m, m}. Размерность элементов матриц m — кг∙с²/мм, h — кг∙с/мм, c — кгс /мм.
 — силы, формируемые в области контакта передней грани инструмента с зоной резания. Они зависят от динамических свойств в областях первичной и вторичной пластической деформации (на рис. 1 выделены красным цветом).
— силы, формируемые в области контакта передней грани инструмента с зоной резания. Они зависят от динамических свойств в областях первичной и вторичной пластической деформации (на рис. 1 выделены красным цветом).
 — дополнительные силы, вызванные сближением задней грани инструмента и заготовки (область А — В на рис. 1).
— дополнительные силы, вызванные сближением задней грани инструмента и заготовки (область А — В на рис. 1).
Силы Ф(L(Ф)), введенные дополнительно к модели, рассмотренной в [10], раскрывают взаимодействие задней грани инструмента и заготовки. Они ограничивают развитие периодических движений, формируют силы, действующие на заднюю грань, и вместе с траекториями L(Ф) определяют работу и мощность необратимых преобразований энергии в области контакта задней грани инструмента. Силы F и Ф представим в функции траекторий L(Ф), которые меняются в зависимости от ΔXi(t) и упругой реакции инструмента Xi(t).
Проанализируем обработку с постоянными режимами: L1 = L1(0) = d/2 = const.
Здесь d — диаметр обработанной заготовки при резании (рис. 1), L2(t) = V2t, V2 = const, L3(t) = V3t, V3 = πDΩ = const.
Приступая к моделированию F(L(Ф)), сделаем три утверждения [41].
Запаздывание моделируется апериодическим звеном с постоянной времени T(0), которая зависит от режимов tP(t), SP(t), VP(t). Здесь VP = {(V1)2 + (V2)2 + (V3)2}0,5 — скорость резания. Если вибрационные возмущения отсутствуют и скорости деформаций малы, то VP(t) ≈ V3, так как V2 ≪ V3, а при продольном точении — V1 = 0. При определении постоянной времени T(0), названной в [3] постоянной времени стружкообразования, учитывается, что путь, пройденный вершиной инструмента относительно заготовки, остается примерно неизменным [3]. При этом рассматривается переход от одного стационарного состояния к другому.
Сказанное выше означает, что T(0) в основном зависит от скорости резания, и ее можно аппроксимировать:
 (3)
(3)
Здесь T(0) — постоянная времени в области малых скоростей резания, с; k(T) — коэффициент с размерностью с/мм.
Согласно [10], аппроксимация (3) справедлива в ограниченной области вариаций технологического режима. Например, при обработке стали 45 ограничения определяются VP ∈ (0,2; 2,5) ⋅ 103 мм/с. Наибольшая погрешность аппроксимации наблюдается в области малых скоростей резания и зависит в основном от свойств предельного состояния обрабатываемого материала, его пластичности и теплофизических характеристик. Если параметры заданы, то справедливо:
 (4)
(4)
где T — время оборота заготовки, с; ρ — давление стружки на переднюю грань инструмента, кг/мм².
Для иллюстрации методики анализа ограничимся случаем, когда главный и вспомогательный углы в плане инструмента равны (рис. 1): ϕ ⇒ π/2, ϕ1 ⇒ 0.
Рассмотрим возмущения:
 и
и  .
.
Исключим из анализа
 ,
,
так как SP ≪ tP. При этом в зависимости от направления деформаций существенно отличается внутренний коэффициент усиления в канале самовозбуждения. Для направления X1 коэффициент будет на порядок меньше, чем для X2. Кроме того, при рассматриваемой геометрии инструмента именно колебания в плоскости X2 – X3 в основном сближают заднюю грань инструмента и заготовку, что определяет интенсивность износа и формирует дополнительные силы Ф(L(Ф)).
Итак, если Ω = const, dX3/dt → 0 и dΔX3(t)/dt → 0, то T = (Ω)–1. В противном случае T необходимо вычислять из соотношения:
 (5)
(5)
Здесь VP — закон изменения скорости резания с учетом упругих деформаций и возмущений. Для изучения МНПЭ необходимо знать модель сил Ф(L(Ф)). После врезания (рис. 2 а) формируется траектория следа на заготовке под углом φ = arctg(V3/V2) (рис. 2 б).

Рис. 2. Схема формирования сил Ф(L(Ф)): а — образование следа от инструмента на поверхности заготовки; б — изменение направления движения при совпадении скоростей и направления вращения заготовки, в — сближение поверхностей задней грани инструмента и заготовки при изменении направления движения скорости V(Ф)(ti)
Направление ϕ обозначено линией А — В (рис. 1, 2). При изменении  , как показано на рис. 2 б, за счет
, как показано на рис. 2 б, за счет  меняется направление движения инструмента в сторону заготовки или от нее. При сближении поверхностей возрастают силы на задней грани. При смещении вектора V(X) в область, выделенную желтым цветом (рис. 2 б), инструмент отходит от заготовки и уменьшается площадь S. Если положение равновесия упругих деформаций устойчиво и не возмущено, то траектория движения по направлению А — В (рис. 2) является аттрактором. Она смещена в пространстве L на постоянную величину упругих деформаций. За счет возмущений или при потере устойчивости образуется периодическое сближение или отталкивание задних граней от заготовки. Для оценки отклонения траектории от проектируемого аттрактора удобно рассматривать безразмерные агрегированные координаты:
меняется направление движения инструмента в сторону заготовки или от нее. При сближении поверхностей возрастают силы на задней грани. При смещении вектора V(X) в область, выделенную желтым цветом (рис. 2 б), инструмент отходит от заготовки и уменьшается площадь S. Если положение равновесия упругих деформаций устойчиво и не возмущено, то траектория движения по направлению А — В (рис. 2) является аттрактором. Она смещена в пространстве L на постоянную величину упругих деформаций. За счет возмущений или при потере устойчивости образуется периодическое сближение или отталкивание задних граней от заготовки. Для оценки отклонения траектории от проектируемого аттрактора удобно рассматривать безразмерные агрегированные координаты:
 (6)
(6)
Здесь υ(t) — безразмерная агрегированная координата, определяющая текущее положение направления движения вершины инструмента; υ* — агрегированная координата, определяющая желаемое направление движения инструмента, задаваемое скоростями V2 и V3.
Сближение задней грани с поверхностью заготовки зависит от кинематического значения заднего угла α. Эксперименты, описанные в [39], показывают, что силы Ф(L(Ф)) непропорционально возрастают при уменьшении α по экспоненциальному закону. Поэтому:
 (7)
(7)
где ρ0 — коэффициент преобразования длины контакта в силу, кг/мм; ς — безразмерный параметр, зависящий от заднего угла инструмента α в статике; kT — безразмерный коэффициент трения; kФ — безразмерный коэффициент, определяющий упругое восстановление материала.
Из (7) следует, что потенциально существует соотношение между деформациями и возмущениями с направлением траекторий А — В (рис. 2), и они практически не влияют на силы, формируемые в контакте задней грани инструмента и заготовки. В этом случае будут малыми вариации скорости резания в области реальных значений. Обозначим текущие вариации скоростей по направлениям X2 и X3:
 ,
,
 .
.
Тогда из (6) получаем:
 (8)
(8)
Рассмотрим гармонические возмущения в двух ортогональных направлениях при соблюдении соотношения между амплитудами дополнительных колебаний. В данном случае условие синфазности колебаний (8): V3/V2 = δV3/δV2. Оно практически никогда не выполняется в динамической системе резания. Тому есть две причины. Во‑первых, V2 ≪ V3, поэтому направление суммарных колебаний (то есть колебаний, вводимых в зону резания с учетом деформационных смещений) должно быть ориентировано по направлению скорости резания. Во‑вторых, важно учесть реакцию со стороны процесса резания. Тогда суммарные матрицы жесткости подсистемы инструмента становятся несимметричными, даже если пренебречь силами, формируемыми матрицами m и h. Кососимметричные составляющие матриц упругости при этом порождают циркуляционные силы, вызывающие относительно заготовки прецессионные движения инструмента. Экспериментально установлено [39], что всегда возникает такая форма колебаний. Она обеспечивает фазовые сдвиги между колебаниями в двух ортогональных направлениях. Из-за несинфазности колебаний по двум ортогональным направлениям формируются периодически повторяющиеся участки, в которых наблюдается сближение задней грани инструмента и заготовки. Это происходит даже при небольших вариациях скоростей относительно установленной скорости резания.
Для определения МНПЭ необходимо вычислить силы и колебательные скорости. Очевидно, что МНПЭ зависит не только от параметров, вводимых в зону резания колебаний, но и от динамических свойств всей ДСР. Если рассматривать взаимодействия в терминах нелинейной акустики, то эффективность УЗК при резании определяется акустическим сопротивлением среды, в которую вводятся УЗК [28]. В нашем случае это соответствует динамическим свойствам системы резания.
2. Математическое моделирование эффективных параметров и сил. Если следовать парадигме мезомеханики [42], то изменения свойств динамической связи, формируемой резанием, за счет вводимых в зону резания ВЧК должны характеризоваться молекулярно-механическими эффектами, меняющими свойства системы на макроуровне. Под частотным диапазоном на макроуровне мы понимает диапазон в пределах полос пропускания взаимодействующих подсистем Ω(0) ∈ (0, Ωc), где Ωc — частота среза ДСР.
Отметим, что макросистема не воспринимает ВЧК в частотном диапазоне Ω(0), однако они меняют ее свойства. Чтобы объяснить эту трансформацию, вспомним процесс резания и динамическую связь в системе механических взаимодействий (2). ВЧК способствуют преобразованию параметров этой связи, а затем — изменению макросистемы. Это известно из описания метода усреднения в теории нелинейных колебаний [43].
Основные параметры, влияющие на свойства системы, — ρ и T(0) [6]. Типичный пример эффективных параметров — безразмерный эффективный коэффициент трения kT, изученный в [42]. Эффективное значение kT при вибрациях может меняться и даже менять знак на противоположный. Это зависит от траектории вводимых в область контакта высокочастотных колебаний.
Опишем условия для определения эффективного значения kT. С этой целью выясняется соотношение двух факторов:
Для анализа выбирается частотная область в полосе пропускания взаимодействующих подсистем инструмента и заготовки. Время анализа — период высокочастотных колебаний.
Рассмотрим параметр ρ. Дополнительные колебания формируют напряженное состояние, которое циклически меняется в зоне первичной пластической деформации. Предельное состояние материала практически не меняется, остается близким к пределу его прочности [44]. Интегральные и циклические нагрузки перераспределяются, что приводит к изменению эффективных значений  . При этом динамическая связь, формируемая процессом резания, не обладает центральной симметрией относительно деформаций в окрестности положения равновесия. В результате в зоне резания возникает сложное напряженное состояние, описываемое дополнительными постоянными и циклическими составляющими сил. Предположив сохранность предельного состояния материала в зоне резания, получаем эффективное значение :
. При этом динамическая связь, формируемая процессом резания, не обладает центральной симметрией относительно деформаций в окрестности положения равновесия. В результате в зоне резания возникает сложное напряженное состояние, описываемое дополнительными постоянными и циклическими составляющими сил. Предположив сохранность предельного состояния материала в зоне резания, получаем эффективное значение :
 (9)
(9)
где
 — безразмерный параметр;
— безразмерный параметр;
 ;
;
 .
.
Очевидно, что  .
.
Оценим эффективное значение  с учетом (3). Заданные колебания
с учетом (3). Заданные колебания

не зависят от мощности вибрации. Период функции δV3(t), как правило, определяется периодом вводимых в зону резания колебаний TΔ = (ΩΔ)–1. То есть за счет вводимых колебаний в динамической системе резания формируются притягивающие множества типа предельного цикла. Причем ΩΔ по крайней мере на порядок превышает верхнюю собственную частоту колебательных контуров, формируемых подсистемой инструмента. Разложим нелинейную функцию T(0)(V3, δV3) в ряд Тейлора в окрестности δV3:
 (10)
(10)
При δV3 ≪ V3 ряд (10) быстро сходится, поэтому ограничимся линейным приближением зависимости постоянной времени T0 от дополнительных колебаний, то есть из (10) получим:
 (11)
(11)
В (10) первое слагаемое — постоянная величина при V3 = const. Функция
 — периодическая, с периодом TΔ,
— периодическая, с периодом TΔ,
причем (TΔ)–1 = ΩΔ ∈ ΩΔ.
Поэтому для определения эффективного значения  справедливо:
справедливо:
 (12)
(12)
где
 .
.
Таким образом, мы видим, что происходит при введении в зону резания колебаний, непосредственно не пропускаемых подсистемами инструмента и заготовки. В этом случае меняются параметры формируемой процессом резания динамической связи.
Равновесие системы асимптотически устойчивое и невозмущенное. Постоянная времени T0 при V3 = const также постоянна и определяется выражением
 .
.
В противном случае ВЧК ее меняют. Такая трансформация определяется отношением амплитуды колебательной скорости к скорости резания, которое учитывается Δ в (12). Таким образом, ВЧК меняют свойства системы в низкочастотной области. Например, увеличение постоянной времени  двояко влияет на устойчивость равновесия:
двояко влияет на устойчивость равновесия:
Во всех случаях по мере увеличения амплитуды наблюдается уменьшение эффективных значений параметров  и
и  . Их изменение влияет на устойчивость управляемых траекторий и динамические свойства системы в частотной области Ω(0). От этого, в свою очередь, зависят притягивающие множества деформационных смещений инструмента относительно заготовки.
. Их изменение влияет на устойчивость управляемых траекторий и динамические свойства системы в частотной области Ω(0). От этого, в свою очередь, зависят притягивающие множества деформационных смещений инструмента относительно заготовки.
3. Математическое моделирование влияния ВЧК на силы резания по задней грани. Колебания меняют взаимодействия задней грани инструмента и заготовки (7). Они также вызывают реакции за пределами полосы пропускания системы, представленной (2). Поэтому силы Ф также необходимо принять как средние за период колебаний. Проанализируем влияние колебаний на Ф2. Силы Ф3 отличаются на коэффициент kT. Рассмотрим два случая для асимптотически устойчивой системы.
Первый случай: колебания задаются скоростями в направлении подачи  и представляют собой разницу между вводимыми в зону резания колебательными скоростями и скоростями деформаций. Тогда из (7) получим:
и представляют собой разницу между вводимыми в зону резания колебательными скоростями и скоростями деформаций. Тогда из (7) получим:

Как и ранее, разложим

в ряд Тейлора:

где
 ;
;
 .
.
Область сходимости ряда
 .
.
Усредним  по периоду (Ω0)–1 и ограничимся первыми четырьмя членами ряда:
по периоду (Ω0)–1 и ограничимся первыми четырьмя членами ряда:
 (13)
(13)
Этот ряд всегда сходится. Система устойчивая. Значит, при 
 .
.
По мере увеличения  наблюдается зависящее от
наблюдается зависящее от  возрастание эффективного значения
возрастание эффективного значения  . Данная составляющая воспринимается подсистемами и находится в пределах полосы их пропускания. Это позволяет ввести в рассмотрение понятие скрытой силы:
. Данная составляющая воспринимается подсистемами и находится в пределах полосы их пропускания. Это позволяет ввести в рассмотрение понятие скрытой силы:
 (14)
(14)
Очевидно, что при  сила
сила  .
.
Второй случай: колебательные скорости равны
 ,
,
и
 .
.
Выражение

разложим в ряд Тейлора:
 (15)
(15)
где
 .
.
Ряд (15) быстро сходится, так как  . Усредним выражение по периоду (Ω0)–1 и ограничимся четырьмя членами:
. Усредним выражение по периоду (Ω0)–1 и ограничимся четырьмя членами:
 (16)
(16)
При  выражения
выражения  и
и  преобразуются в (7) без учета сил kФF0. Эффективные значения
преобразуются в (7) без учета сил kФF0. Эффективные значения  и
и  отличаются из-за направления колебаний — X2 или X3. В первом случае колебания меняют сближения задней грани и заготовки, а во втором — проекции вектора на направление X2.
отличаются из-за направления колебаний — X2 или X3. В первом случае колебания меняют сближения задней грани и заготовки, а во втором — проекции вектора на направление X2.
Здесь также можно рассмотреть скрытую силу, которая в устойчивой системе равна нулю
( ):
):
 (17)
(17)
Приведенный анализ позволяет сформулировать два вывода, важных для дальнейшей работы.
4. Постановка эксперимента и параметры моделирования. Эксперименты выполнены на станке 16К20 с регулируемым приводом вращения шпинделя и подачи суппорта. В качестве измерительных интерфейсов использовались виброакселерометры А603С01 с чувствительностью 10,2 мВ/(м/с²) и частотным диапазоном 0,4–15 000 Гц. Их устанавливали на инструменте в продольном и тангенциальном направлениях. Измерительный стенд собирал данные и передавал их на компьютер через аналого-цифровой преобразователь (АЦП) E20–10 с частотой дискретизации 100 кГц. Полученные данные обрабатывались алгоритмами низкочастотной фильтрации для подавления шумов измерительного контура. Для определения колебательных скоростей и смещений вершины инструмента программными методами интегрировали сигнал виброускорений с удалением тренда. Для измерения сил вместо суппорта устанавливали измерительную систему STD.201–1, в которую входят:
Последний состоит из электронных блоков производства фирмы National Instruments (США): NI-9234, Ni-9237, NI-9219. Частота дискретизации — до 50 кГц. Система фирмы National Instruments позволяет также измерять интегральное значение температуры в зоне резания. Именно с этим показателем ассоциируется мощность необратимых преобразований энергии во всей зоне резания.
Для введения в зону резания УЗК использовалась акустическая система на основе магнитострикционного преобразователя мощностью 500 Вт, которая питалась от генератора УЗК мощностью 1,5 кВт. Устройство автоматической подстройки частоты генератора под резонанс акустической системы смещается при изменении граничных условий сопряжения инструмента и заготовки в процессе резания. Колебания измеряли акселерометром. Их интенсивность оценивали по амплитуде гармонических смещений на частоте Ω0. Заготовки из стали 10ГН2МФА обрабатывали инструментами с припаянными пластинами из Т15К6 без смазочно-охлаждающей жидкости.
При компьютерном моделировании рассматривались возмущения  и
и  , Ω0 = (5 – 20) кГц.
, Ω0 = (5 – 20) кГц.
Основные углы инструмента из Т15К6: ϕ = 90°, ϕ1 = 30° и α = 6° (рис. 1). Такие величины выбрали, чтобы упростить моделирование динамической системы резания, так как при ϕ = 90°, силы, формируемые в области контакта инструмента с заготовкой, дают практически нулевые проекции по направлению X1.
Технологические режимы без учета деформаций и возмущений:
 ;
; ;
; .
.При варьировании  обеспечивалось соотношение скоростей вращения заготовки и продольной подачи, чтобы
обеспечивалось соотношение скоростей вращения заготовки и продольной подачи, чтобы  . Параметры подсистемы инструмента даны в таблица 1. Обобщенная масса равна m = 0,015 кг∙с²/мм.
. Параметры подсистемы инструмента даны в таблица 1. Обобщенная масса равна m = 0,015 кг∙с²/мм.
Таблица 1
Матрицы скоростных коэффициентов и упругости подсистемы инструмента [40]
|
Элемент матрицы |
Значение, кг/мм |
Элемент матрицы |
Значение, кг∙с/мм |
|
с1,1 |
200 |
h1,1 |
1,3 |
|
с2,2 |
900 |
h2,2 |
1,1 |
|
с3,3 |
350 |
h3,3 |
0,8 |
|
с1,2 = с2,1 |
200 |
h1,2 = h2,1 |
0,6 |
|
с1,3 = с3,1 |
150 |
h1,3 = h3,1 |
0,5 |
|
с2,3 = с3,2 |
80 |
h2,3 = h3,2 |
0,4 |
Параметры динамической связи (таблица 2) определены экспериментально по методикам и программам, подробно изложенным для параметров скоростной [45] и позиционной [46] связи.
Таблица 2
Параметры динамической связи
|
ρ, кг/мм² |
ρ0, кг/мм |
Ω, Гц |
T0(0), с |
ς |
kT |
k(T), с/м |
k(S) |
χ1 |
χ2 |
χ3 |
|
100–1000 |
20 |
5–50 |
0,0001 |
1–7 |
0,2 |
5 |
0,1 |
0,4 |
0,51 |
0,76 |
Работа A и мощность N — скалярные величины. Они зависят от направления движения и измеряются соответственно в кг∙мм и кг∙мм/с. Рассмотрим A и N по направлению А — В (рис. 2). При точении V2/V3 ⇒ 0. Значит:

 (18)
(18)
Здесь а — мощность N и работа A в направлении подачи; б — мощность N и работа A в направлении скорости V3.
Моделирование динамики процесса резания [47] показало обоснованность анализа чувствительности вариаций сил к деформациям в направлении подачи. Кроме того, в направлении X2 формируется регенеративный эффект самовозбуждения, влияющий на динамику сближения задней грани инструмента с заготовкой.
В программном комплексе Simulink выполнили численное моделирование точения вала диаметром D = 84 мм. На этом примере можно изучить вибрационное управление МНПЭ.
Результаты исследования. Рассмотрим результаты вибрационного управления мощностью необратимых преобразований энергии в направлении подачи (18а) при влиянии высокочастотных колебаний. Вначале проанализируем зависимость Ф2(t) от  без учета kФF0 (рис. 3 а).
без учета kФF0 (рис. 3 а).

Отметим нелинейные искажения Ф2(t). Они возрастают при  , направленной в сторону сближения грани и заготовки (участок 1–2) и практически обнуляются при изменении ее знака (участок 2–3). При малых амплитудах (рис. 3 а) вариации сил имеют почти гармонический характер. Нелинейные искажения обусловлены нелинейной связью (7), которая не обладает центральной симметрией в любой точке.
, направленной в сторону сближения грани и заготовки (участок 1–2) и практически обнуляются при изменении ее знака (участок 2–3). При малых амплитудах (рис. 3 а) вариации сил имеют почти гармонический характер. Нелинейные искажения обусловлены нелинейной связью (7), которая не обладает центральной симметрией в любой точке.
Как видим, непропорциональное возрастание импульса сил меняется в зависимости от заднего угла α. При малых углах (больших ς) быстрое нарастание наблюдается уже при малых амплитудах ВЧК.
Далее проанализируем связь вынужденных ВЧК и тангенциальных составляющих сил контактного взаимодействия (рис. 4).
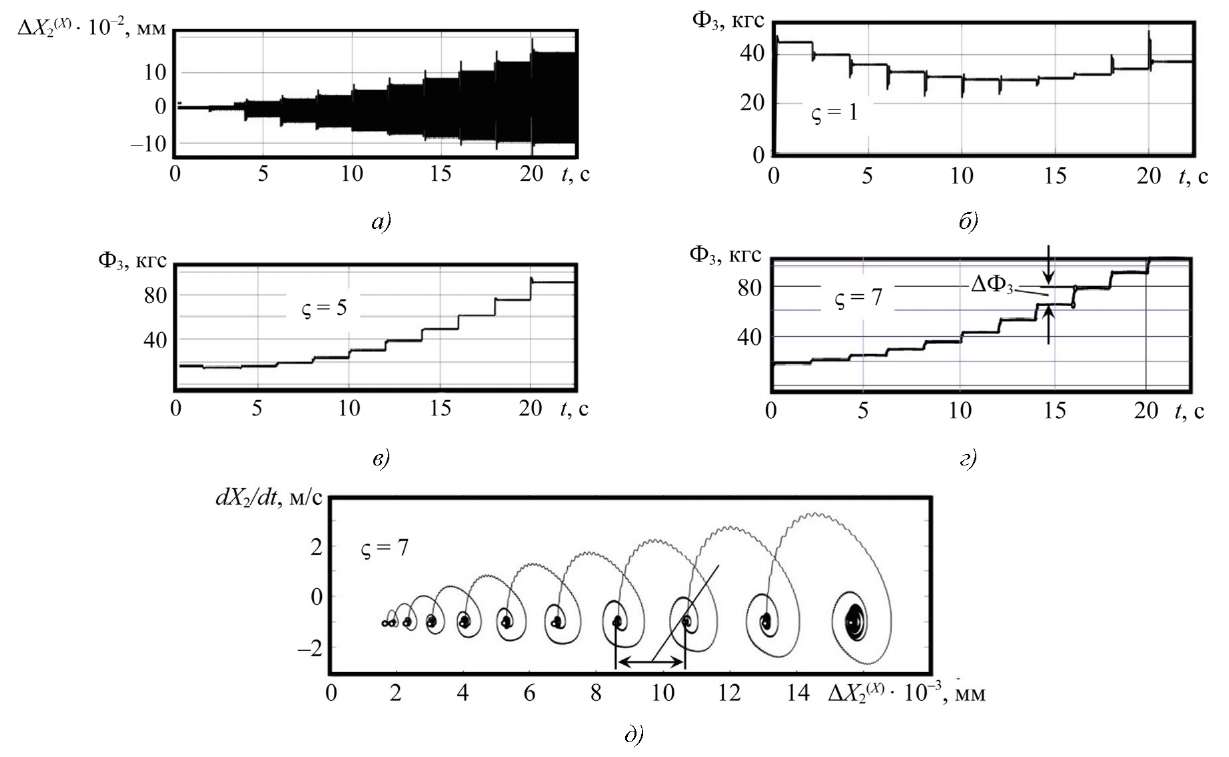
Рис. 4. Пример влияния вынужденных ВЧК на тангенциальные составляющие сил контактного взаимодействия:
а — траектории вынужденных колебаний;
б — траектория Ф3 при ς = 1;
в — траектория Ф3 при ς = 5;
г — траектория Ф3 при ς = 7;
д — пример фазовой траектории деформаций инструмента с учетом вибрационных возмущений
Изменение амплитуды ВЧК  на рис. 4 а задавалось двумя кусочно-постоянными функциями с длительностью каждой ступени Δtstep = 2 с:
на рис. 4 а задавалось двумя кусочно-постоянными функциями с длительностью каждой ступени Δtstep = 2 с:
Стрелками на рис. 4 г, д обозначены приращение сил ΔФ3 при росте амплитуды ВЧК и соответствующее ему смещение точки равновесия системы в фазовой плоскости.
На рис. 4 д — пример фазовой траектории X2 – dX2/dt, соответствующей изменению силы на рис. 4 г. Переходные процессы обусловлены скачком амплитуды. Точка равновесия  смещается, т.к. колебания влияют на
смещается, т.к. колебания влияют на  и
и  .
.
Согласно [10], основные механизмы износа меняются по мере увеличения V3 (увеличение МНПЭ). При малой V3 наблюдается абразивный и адгезионно-усталостный износ, а при увеличении V3 — диффузионный и окислительный износ. Минимуму интенсивности соответствует переход от адгезионно-усталостного к диффузионно-окислительному износу. При возбуждении колебаний формирование МНПЭ в контакте усложняется, однако интенсивность износа можно также оценивать по МНПЭ.
Уточним понятия интенсивности v(L) = dw/dL и скорости v(t) = dw/dt износа. Величину износа по задней грани принято рассматривать как приведенную ширину ленточки износа w в мм, которая определяется высотой эквивалентного прямоугольника следа от износа на задней грани. Эквивалентность — равенство площадей, поэтому:
 (19)
(19)
где v(L) безразмерная величина.
В диапазоне скоростей 0,7–3 м/с зависимость v(L)(N) хорошо аппроксимируется выражением:
 (20)
(20)
Здесь α(w) — безразмерная величина; β(w) — параметр размерности Вт2. При обработке жаропрочных сталей α(w) = (0,9 – 1,1) ⋅ 10–7. За счет колебаний N становится функцией времени N(t) со взаимосвязанными периодической и постоянной составляющими. Все физические взаимодействия — инерционные, то есть их проявление также зависит от частоты. Поэтому для оценки N(t) имеет смысл ввести значения  ,
,  в зависимости от направления колебаний. Для этого удобно воспользоваться оператором скользящего среднего для (20):
в зависимости от направления колебаний. Для этого удобно воспользоваться оператором скользящего среднего для (20):
 (21)
(21)
Время усреднения удобно рассматривать кратным периоду (Ω0)–1. Проанализируем изменение МНПЭ в зависимости от амплитуды колебаний при Ω0 = 10 кГц. Рассмотрим ее изменение в зависимости от амплитуды ВЧК в направлениях X2 (рис. 5 а) и X3 (рис. 5 б).

Рис. 5. Влияние колебаний на N:
а — изменение N в зависимости от амплитуды в направлении X2;
б — изменение N в зависимости от амплитуды в направлении X3
Мы видим амплитуды ВЧК, при которых МНПЭ принимает минимальное значение, причем минимум зависит от степени изношенности пластины ς.
На рис. 6 а показаны изменения v(L) в зависимости от МНПЭ без дополнительных колебаний.

Рис. 6. Пример изменения v(L) для скоростей резания 1 м/c и 1,4 м/с (N1 и N2 соответственно):
а — траектория v(L) без дополнительных колебаний;
б — в направлении X2;
в — в направлении X3
Так как рассматривается резание без вибраций, то Vp = const. Силы на задней грани оценивались методом экстраполяции сил на нулевую толщину среза. Зависимость v(L)(N) (рис. 6 а) имеет три выраженных участка: на двух мощность нарастает (незатонированная зона), на одном уменьшается (затонированная зона). Мощность N оценивалась на стадии, когда износ не превышает w = 0,2 мм. Черные треугольники — это экспериментальные точки, каждая из которых получена на основе определения математического ожидания по экспериментам. Отметим, что для каждой точки проводили минимум пять опытов. Для определения мощности в Вт воспользовались известным соотношением 1 кг⋅м/с = 9,81 Вт.
Экспериментальные данные по влиянию УЗК на износ резцов визуализируются на рис. 7.

Изменение износа по пути резания L — это путь вершины инструмента по заготовке на каждом обороте ее окружности. Для каждой точки характеристик износа приведены их математические ожидания и дисперсии относительно математических ожиданий (представлены вертикальными отрезками). На рис. 7 значению w в каждой точке соответствует не менее пяти экспериментов.
Обсуждение. Моделирование позволило выяснить, что непропорциональное возрастание импульса сил меняется в зависимости от заднего угла α. При малых углах (больших ς) быстрое нарастание наблюдается уже при малых амплитудах ВЧК. На рис. 3 а, в, г выражено ограничение дополнительных сил резания относительно нуля. Причина — нелинейная зависимость сил резания от значения заднего угла инструмента модели (7). Это экспонента, которая учитывает физическое ограничение на безотрывное движение инструмента вдоль детали. Поэтому дополнительные силы строго положительные. Кривые на рис. 3 в, г демонстрируют асимметрию фронта и спада импульса сил, что также объясняется экспоненциальной зависимостью в (7). Если дополнительные колебания отсутствуют, значение силы определяется экспонентой exp[ς(υ – υ*)] = 1. Периодические движения относительно этой точки приводят к изменениям формы импульсов дополнительных сил согласно движению от участка экспоненты с высокой скоростью ее приращения (фронт импульса Ф2 на рис. 3 в, г) к более пологому (спад импульса Ф2 на рис. 3 в, г). Малые вариации колебаний относительно этой точки приводят к вариациям Ф2, которые в силу малых отклонений от точки равновесия можно рассматривать в линейном приближении. Тогда связь между колебаниями и силами остается линейной, а изменение дополнительных сил близко к гармонической форме (рис. 3 б).
По мере увеличения амплитуды проявляются нелинейные свойства воздействия колебаний силы на заднюю грань инструмента. Нелинейные взаимодействия вызывают смещение проинтегрированных по периоду колебаний Ф2, что показано пунктиром на рис. 3 б, в, г. Чем больше амплитуда колебаний, тем больше проявляется постоянная составляющая сил, которая смещает точку равновесия системы (для случая рис. 3 б — 8 кгс, рис. 3 в — 22 кгс, рис. 3 г — 50 кгс). Кроме того, с повышением амплитуды колебаний всплески сил по форме приближаются к дельтообразным функциям, что с учетом влияния сил на текущее значение мощности необратимых преобразований энергии приводит к всплескам производства тепла и усиливает износ инструмента.
Отметим два эффекта при увеличении амплитуды моделируемых ВЧК.
Во-первых, колебания формируют в зоне резания циклически напряженное состояние, перераспределяющее постоянные и циклические силы. Это приводит к уменьшению эффективных значений  , следовательно,
, следовательно,  . От этой силы зависят упругие деформации в области, прилегающей к зоне стружкообразования. В области контакта задней грани наблюдается упругое восстановление. В результате формируются силы
. От этой силы зависят упругие деформации в области, прилегающей к зоне стружкообразования. В области контакта задней грани наблюдается упругое восстановление. В результате формируются силы  , величина которых зависит от
, величина которых зависит от  .
.
Во-вторых, изменениям амплитуды ВЧК соответствуют изменения значений дополнительных сил Ф3 по направлению резания. Графики сил приведены для различной крутизны наклона задней грани инструмента ς с учетом изменения текущих колебательных скоростей, что фактически определяет степень сближения поверхности инструмента с заготовкой или, например, степень ее износа. С увеличением амплитуды ВЧК задняя грань инструмента сближается с заготовкой, поэтому растет Ф3 (рис. 4 б, в, г). Однако при ς = 1 виден эффект минимизации силы с Ф3 = 42 кгс до Ф3 = 30 кгс при возрастании амплитуды  (рис. 4 б). Согласно (18б) это говорит о существовании таких амплитуд ВЧК, при которых минимизируется мощность N(t) в зоне резания. Этот эффект при ς = 5 слабо выражен и смещен влево, в сторону влияния малых амплитуд ВЧК. В данном случае заметно малое изменение силы с Ф3 = 19 кгс до Ф3 = 17 кгс (рис. 4в). При ς = 7 этот эффект исчезает (рис. 4г), и Ф3 растет вслед за амплитудой ВЧК до Ф3 = 103 кгс. Приращение сил ΔФ3 пропорционально каждому новому значению амплитуды возмущений (рис. 4 г).
(рис. 4 б). Согласно (18б) это говорит о существовании таких амплитуд ВЧК, при которых минимизируется мощность N(t) в зоне резания. Этот эффект при ς = 5 слабо выражен и смещен влево, в сторону влияния малых амплитуд ВЧК. В данном случае заметно малое изменение силы с Ф3 = 19 кгс до Ф3 = 17 кгс (рис. 4в). При ς = 7 этот эффект исчезает (рис. 4г), и Ф3 растет вслед за амплитудой ВЧК до Ф3 = 103 кгс. Приращение сил ΔФ3 пропорционально каждому новому значению амплитуды возмущений (рис. 4 г).
Таким образом, по мере увеличения износа уменьшается оптимальное значение амплитуды ВЧК, способное минимизировать значение дополнительных сил резания по задней грани инструмента, а следовательно, и мощность необратимых преобразований энергии в зоне резания.
Исследование позволило определить и визуализировать амплитуды ВЧК, при которых МНПЭ принимает минимальное значение, причем этот минимум зависит от параметра ς, т. е. от степени изношенности пластины. Так, при возмущении системы ВЧК по направлению V2 для ς = 1 оптимальной амплитудой будет  . При таком значении минимизируется выделяемая мощность в зоне резания (рис. 5 а). При ς = 5 оптимум смещается по направлению стрелки на графиках, минимум траектории мощности 2 приходится на
. При таком значении минимизируется выделяемая мощность в зоне резания (рис. 5 а). При ς = 5 оптимум смещается по направлению стрелки на графиках, минимум траектории мощности 2 приходится на  , а затем вырождается при ς = 7. Тогда даже малым дополнительным колебаниям соответствует увеличение МНПЭ. Отмеченные выше эффекты нивелируются, если частота ВЧК превышает частоту среза динамической подсистемы процесса резания, которая определяется параметром T(0).
, а затем вырождается при ς = 7. Тогда даже малым дополнительным колебаниям соответствует увеличение МНПЭ. Отмеченные выше эффекты нивелируются, если частота ВЧК превышает частоту среза динамической подсистемы процесса резания, которая определяется параметром T(0).
Описанные эффекты нивелируется при колебаниях  в направлении V3, из-за которых инструмент отклоняется от направления А — В (рис. 5 б). Это выглядит как проекция, определяемая отношением V2/V3 (рис. 2 б). Здесь справа от пунктирной линии (
в направлении V3, из-за которых инструмент отклоняется от направления А — В (рис. 5 б). Это выглядит как проекция, определяемая отношением V2/V3 (рис. 2 б). Здесь справа от пунктирной линии ( ) наблюдается разрыв контакта инструмента и зоны резания. Он формирует циклически напряженное состояние, которое обусловлено периодическим прерыванием резания. Поэтому эффективные силы и МНПЭ уменьшаются практически в два раза для траектории при ς = 1 от N = 300 Вт до N = 144 Вт, а при ς = 5 — от N = 320 Вт до N = 210 Вт. Кроме того, при малых скоростях сближаются задние грани инструмента и заготовки. Так образуются дополнительные силы, действующие на заднюю грань. В результате возникает эффект, аналогичный влиянию циркуляционных сил, благодаря которым формируются круговые траектории движения вершины инструмента.
) наблюдается разрыв контакта инструмента и зоны резания. Он формирует циклически напряженное состояние, которое обусловлено периодическим прерыванием резания. Поэтому эффективные силы и МНПЭ уменьшаются практически в два раза для траектории при ς = 1 от N = 300 Вт до N = 144 Вт, а при ς = 5 — от N = 320 Вт до N = 210 Вт. Кроме того, при малых скоростях сближаются задние грани инструмента и заготовки. Так образуются дополнительные силы, действующие на заднюю грань. В результате возникает эффект, аналогичный влиянию циркуляционных сил, благодаря которым формируются круговые траектории движения вершины инструмента.
В работе детально рассматриваются примеры изменения v(L) в зависимости от амплитуды для двух скоростей (VP = 1 м/с, VP = 1,4 м/с) и соответствующих им МНПЭ (N1, N2) (рис. 6 б, в). Точке N0 = 600 Вт соответствует скорость  , на которой v(L) без дополнительных колебаний минимальна. Точка N0 = 600 Вт находится в диапазоне скоростей 0,7–3 м/с. Ей соответствует оптимальная температура резания. Эффективность влияния колебаний зависит от VP, направления колебаний и от всей динамической системы резания, включая заготовку. Диапазон, в котором обнаруживаются эти эффекты, ограничен частотами 15–20 кГц.
, на которой v(L) без дополнительных колебаний минимальна. Точка N0 = 600 Вт находится в диапазоне скоростей 0,7–3 м/с. Ей соответствует оптимальная температура резания. Эффективность влияния колебаний зависит от VP, направления колебаний и от всей динамической системы резания, включая заготовку. Диапазон, в котором обнаруживаются эти эффекты, ограничен частотами 15–20 кГц.
Заметно противоречивое влияние УЗК в направлении V2 для скоростей VP = 1 м/с и VP = 1,4 м/с (рис. 7а, б) при одинаковом пути резания. На рис. 7 а фиксируется случай крайне незначительного уменьшения максимального значения износа инструмента по задней грани. С введением УЗК  сокращение этого показателя ограничивается 0,075 мм и уменьшается с w = 0,575 мм (кривая 1) до w = 0,5 мм (кривая 2). Увеличение амплитуды УЗК в два раза
сокращение этого показателя ограничивается 0,075 мм и уменьшается с w = 0,575 мм (кривая 1) до w = 0,5 мм (кривая 2). Увеличение амплитуды УЗК в два раза
( , рис. 7 а) приводит к интенсификации износа, и его максимальное значение возрастает до w = 1,05 мм (кривая 3).
, рис. 7 а) приводит к интенсификации износа, и его максимальное значение возрастает до w = 1,05 мм (кривая 3).
Здесь, начиная с определенной амплитуды, при увеличении УЗК интенсифицируются всплески сил резания по задней грани Ф2(t). В связи с этим согласно (18) увеличивается выделяемая энергия в данной области и усиливается износ инструмента. Аналогичный эффект получили при численных экспериментах для Ф2(t) (рис. 3 б, в, г).
Итак, в случае введения УЗК по направлению подачи именно от скорости резания принципиально зависит, насколько эффективно колебания снижают износ инструмента. Значение VP изначально может быть близко к оптимальному значению МНПЭ N0 (рис. 6 а), малые ее вариации в зоне резания будут усиливать тепловыделение и, соответственно, износ. При введении УЗК минимум интенсивности износа смещается в сторону увеличения VP (рис. 7 б), а максимальное значение износа уменьшается с w = 0,55 мм (кривая 1) до w = 0,35 мм (кривая 2) при введении УЗК с амплитудой  и до w = 0,26 мм (кривая 3) при амплитуде
и до w = 0,26 мм (кривая 3) при амплитуде  . Это связано со снижением циклических составляющих сил резания.
. Это связано со снижением циклических составляющих сил резания.
Данные рис. 7 в позволяют утверждать, что при VP = 2 м/с от УЗК практически не зависит интенсивность износа инструмента по направлению скорости резания. Это объясняется ограниченными возможностями варьирования амплитуды УЗК при эксперименте. В наших условиях достижимая амплитуда колебательных смещений не превышает 10–15 мкм, а в случае большой скорости резания влияние УЗК на интенсивность износа будет меньше из-за малых относительных вариаций колебательной скорости к скорости резания.
Задание малых скоростей резания справедливо для некоторых типов обработки. Если, например, речь идет о жаропрочных сталях, то введение УЗК более заметно минимизирует интенсивность износа инструмента. Поэтому для эффективного использования вибрационного возмущения необходимо принимать во внимание амплитуду колебаний УЗК в процессе резания. Для выбора оптимального соотношения амплитуды УЗК и скорости колебательных смещений инструмента важен анализ его движения.
На рис. 7 в значение скорости резания находится в зоне малого изменения МНПЭ, то есть слева от пунктирной линии, как показано на рис. 5 б. Уменьшение максимального значения износа на рис. 7 в с w = 0,65 мм (кривая 1) до w = 0,6 мм (кривая 2) достигается при  . Амплитуда
. Амплитуда  позволяет снизить износ до w = 0,48 мм.
позволяет снизить износ до w = 0,48 мм.
Итак, методами численного моделирования и экспериментами установлено, что колебания по оси X2 смещают оптимум скорости VP, при которой минимизируется интенсивность износа, в сторону увеличения скорости резания (рис. 6 б, в). Отметим, что для случая N1 (рис. 6 б) скорость VP ниже оптимальной скорости резания  без колебаний. В этом случае с увеличением амплитуды
без колебаний. В этом случае с увеличением амплитуды  при скорости VP дополнительные колебания, как правило, увеличивают интенсивность износа. Для случая N2
при скорости VP дополнительные колебания, как правило, увеличивают интенсивность износа. Для случая N2  и по мере возрастания амплитуды дополнительных колебаний наблюдается экстремум, в котором интенсивность износа минимизируется.
и по мере возрастания амплитуды дополнительных колебаний наблюдается экстремум, в котором интенсивность износа минимизируется.
Общая картина изменения интенсивности износа от параметров колебаний, полученная на основе численного моделирования, качественно совпадает с экспериментальными результатами исследования влияния УЗК на износ (рис. 7). При увеличении амплитуды оптимум зависит не только от технологических режимов, но и от исходной геометрии инструмента, например от его заднего угла. Оптимум смещается по мере развития износа. В определенный момент экстремум нивелируется, и тогда введение дополнительных колебаний не повысит износостойкость ни при каких параметрах процесса.
При возбуждении дополнительных колебаний в направлении скорости резания ситуация меняется. Здесь экстремум амплитуды колебательной скорости наблюдается лишь в низкоскоростном диапазоне. При УЗК существование оптимальной амплитуды в направлении скорости резания ограничено скоростью резания 0,3–0,5 м/с.
Снижение интенсивности износа зависит от всех основных параметров ДСР. Здесь прежде всего следует назвать элементы матриц жесткости и обобщенные массы. Кроме того, стоит учитывать параметры динамической связи, эффективные значения которых сами зависят от колебаний. Дополнительные колебания от ультразвуковой акустической системы (например, в направлении подачи) за счет реакции со стороны процесса резания изменяют не только пространственную ориентацию, но и размах. Формируемые при этом фазовые сдвиги между колебаниями различных направлений зависят от амплитуды. Они обусловлены особенностями взаимовлияния колебаний на силы и сил — на деформации. Поэтому, например, невозможно ориентировать дополнительные колебания по направлению проектируемой скорости резания (направление А — В на рис. 2).
Таким образом, дополнительные ВЧК даже малой амплитуды всегда вызывают периодические изменения сближения задней грани инструмента и заготовки. Этим объясняется первая тенденция — повышение интенсивности износа при увеличении амплитуды. Вторая тенденция обусловлена возникновением циклически напряженного состояния в зонах первичной и вторичной деформации. Как следствие, в зоне контакта задней грани и заготовки уменьшаются силы и МНПЭ. Эти две противоположные тенденции определяют зависимость интенсивности износа от амплитуды колебаний. Дополнительно отметим, что оптимальная амплитуда во всех случаях в конкретной системе меняется по мере развития износа, так как этот процесс трансформирует геометрию задней грани инструмента.
Заключение. Итоги научных изысканий, представленные в данной статье, отличаются от результатов опубликованных исследований, посвященных влиянию вибраций на интенсивность изнашивания инструмента. Автор показывает изменение износа режущих инструментов в зависимости от высокочастотных колебаний с новой точки зрения — через связь мощности необратимых преобразований энергии в конкретной локации, а именно в области контакта заготовки и задней грани инструмента. Ранее в литературе износ рассматривался в масштабе всего процесса резания.
В ходе работы реализованы перечисленные ниже задачи.
Предложенный подход позволяет объяснить изменение свойств системы в низкочастотной и среднечастотной областях в зависимости от амплитуды ВЧК. Вводимые в зону резания ВЧК можно рассматривать как фактор управления:
– износом инструмента;
– динамическими свойствами системы резания.
Адекватность результатов моделирования ограничена зоной интенсификации износа инструмента, в которой возрастает влияние случайных процессов на динамику системы и, соответственно, значительно снижается оценка точности модели.
Требуют дополнительного исследования условия, при которых амплитуда колебательных смещений выше 10–15 мкм. Кроме того, необходимо раскрыть внутрисистемные физические процессы молекулярно-механического износа, включающие физику взаимодействий в целом. Перспективное направление разработанных моделей — их интеграция в системы диагностики износа инструмента на основе гибридных архитектур машинного обучения. Такой подход позволит при моделировании ДСР точнее прогнозировать изменения состояния режущего инструмента.
1. Shaojian Zhang, Sandy Suet To, Guoqing Zhang, Zhiwei Zhu. A Review of Machine-Tool Vibration and Its Influence upon Surface Generation in Ultra-Precision Machining. International Journal of Machine Tools and Manufacture. 2015;91:34–42. https://doi.org/10.1016/j.ijmachtools.2015.01.005
2. Aman Ullah, Tzu-Chi Chan, Shinn-Liang Chang. Current Trends in Vibration Control and Computational Optimization for CNC Machine Tools: A Comprehensive Review. The International Journal of Advanced Manufacturing Technology. 2025;139(11):5409–5444. https://doi.org/10.1007/s00170-025-16238-8
3. Кудинов В.А. Динамика станков. Москва: Машиностроение; 1967. 359 с.
4. Tobias SA, Fishwick W. Theory of Regenerative Machine Tool Chatter. The Engineer. 1958;205(7):199–203. URL: https://vibraction.fr/images/stories/Documents/1erePresentationLobesTobias.pdf (дата обращения: 10.11.2025).
5. Vela-Martínez L, Jáuregui-Correa J-C, González-Brambila O, Herrera-Ruiz G, Lozano-Guzmán A. Modeling of Machining Processes for Predictive Analysis of Self-excited Vibrations. Ingeniería Mecanica, Tecnología y Desarrollo.2008;3(2):1–9. URL: https://scielo.org.mx/pdf/imtd/v3n1/v3n1a2.pdf (дата обращения: 10.11.2025).
6. Zakovorotny VL, Lukyanov AD, Gubanova AA, Hristoforova VV. Bifurcation of Stationary Manifolds Formed in the Neighborhood of the Equilibrium in a Dynamic System of Cutting. Journal of Sound and Vibration. 2016;368:174–190. https://doi.org/10.1016/j.jsv.2016.01.020
7. Caixu Yue, Haining Gao, Xianli Liu, Steven Y Liang, Lihui Wang. A Review of Chatter Vibration Research in Milling. Chinese Journal of Aeronautics. 2019;32(2):215–242. https://doi.org/10.1016/j.cja.2018.11.007
8. Gouskov AM, Guskov MA, Lorong Ph, Panovko G. Influence of Flank Face on the Condition of Chatter Self-excitation during Turning. International Journal of Machining and Machinability of Materials. 2017;19:17–40. https://doi.org/10.1504/IJMMM.2017.081186
9. Zakovorotny V. Вifurcations in the Dynamic System of the Mechanic Processing in Metal-Cutting Tools. WSEAS Transactions on Applied and Theoretical Mechanics. 2015;10:102–116. URL: https://www.wseas.org/multimedia/journals/mechanics/2015/a225811-099.pdf (дата обращения: 10.11.2025).
10. Заковоротный В.Л., Гвинджилия В.Е. Основы системно-синергетического анализа и синтеза управления процессом обработки на металлорежущих станках. Монография. Санкт-Петербург: Лань; 2025. 436 с.
11. Altintas Y, Eynian M, Onozuka H. Chatter stability of machining operations. Journal of Manufacturing Science and Engineering. 2020;142(11):110801. https://doi.org/10.1115/1.4047391
12. Sujuan Wang, Tao Zhang, Wenping Deng, Zhanwen Sun, Sandy To. Analytical Modeling and Prediction of Cutting Forces in Orthogonal Turning: A Review. The International Journal of Advanced Manufacturing Technology. 2022;119(3):1407–1434. https://doi.org/10.1007/s00170-021-08114-y
13. Rusinek R, Wiercigroch M, Wahi P. Modelling of Frictional Chatter in Metal Cutting. International Journal of Mechanical Sciences. 2014;89:167–176. https://doi.org/10.1016/j.ijmecsci.2014.08.020
14. An-Hong Tian, Cheng-Biao Fu, Xiao-Yi Su, Her-Terng Yau. Lathe Tool Chatter Vibration Diagnostic Using General Regression Neural Network Based on Chua’s Circuit and Fractional-order Lorenz Master/Slave Chaotic System. Journal of Low Frequency Noise, Vibration and Active Control. 2019;38(3/4):953–966. https://doi.org/10.1177/1461348418815414
15. Katiyar S, Muskan J, Narain RP, Singh S, Shrivastava Y. A Short Review on Investigation and Suppression of Tool Chatter in Turning Operation. Materials Today: Proceedings. 2022;51(1):1206–1210. https://doi.org/10.1016/j.matpr.2021.07.208
16. An Wang, Baiyuan Zhou, Wuyin Jin. Dynamics of the Regenerative Turning Chatter with Little Mass Eccentricity. International Journal of Non-Linear Mechanics. 2024;166:104851. https://doi.org/10.1016/j.ijnonlinmec.2024.104851
17. Forestier F, Gagnol V, Ray P, Paris H. Model-Based Cutting Prediction for a Self-vibratory Drilling Head-Spindle System. International Journal of Machine Tools and Manufacture. 2012;52(1):59–68. https://doi.org/10.1016/j.ijmachtools.2011.09.001
18. Pengfei Zhang, Dongbo Hong, Giovanni Totis, Federico Scalzo, Zengbin Yin, Liming Shu L, et al. Systematic Review of Cutting Force Measuring Systems in Machining: Principles, Design, Filtering Techniques and Applications. International Journal of Machine Tools and Manufacture. 2025;210:104308. https://doi.org/10.1016/j.ijmachtools.2025.104308
19. Xue-Bin Qin, Min Wan, Wei-Hong Zhang, Yun Yang. Chatter Suppression with Productivity Improvement by Scheduling a C3 Continuous Feedrate to Match Spindle Speed Variation. Mechanical Systems and Signal Processing. 2023;188:110021. https://doi.org/10.1016/j.ymssp.2022.110021
20. Zakovorotny VL, Lukyanov AD. The Problems of Control of the Evolution of the Dynamic System Interacting with the Medium. International Journal of Mechanical Engineering and Automation. 2014;1(5):271–285. URL: https://www.researchgate.net/publication/293636021_The_Problems_of_Control_of_the_Evolution_of_the_Dynamic_System_Interacting_with_the_Medium (дата обращения: 10.11.2025).
21. Сергиев А.П., Владимиров А.А., Макаров А.В., Швачкин Е.Г Физические основы процесса вибрационного резания при точении. Вестник Белгородского государственного технологического университета им. В.Г. Шухова. 2017;(3):94–102. https://doi.org/10.12737/24626
22. Ghorbani S, Kopilov VV, Polushin NI, Rogov VA. Experimental and Analytical Research on Relationship between Tool Life and Vibration in Cutting Process. Archives of Civil and Mechanical Engineering. 2018;18(3):844–862. https://doi.org/10.1016/j.acme.2018.01.007
23. Canbin Zhang, Xiaoliang Liang, Chi Fai Cheung, Chunjin Wang, Benjamin Bulla. Theoretical and Experimental Investigation of Ultrasonic Cutting Kinematics and Its Effect on Chip Formation and Surface Generation in High-Frequency Ultrasonic Vibration-assisted Diamond Cutting. Journal of Materials Research and Technology. 2024;30:5662–5676. https://doi.org/10.1016/j.jmrt.2024.04.266
24. Qingliao He, Yun He, Xin Wang, Biao Zhao, Wenfeng Din. Effects of Longitudinal-Torsional Ultrasonic Vibration on the Tool Wear Characteristics and Performance in Side Milling of GH4169 Superalloy. The International Journal of Advanced Manufacturing Technology. 2025;140:3171–3184. https://doi.org/10.1007/s00170-025-16490-y
25. Renke Kang, Shenghao Chao, Jiansong Sun, Jinchuan Luan, Zhigang Dong, Yidan Wang. Study on the Cutting Performance of Ultrasonic-assisted Turning for Cast Superalloy K4169. The International Journal of Advanced Manufacturing Technology. 2025;137:1089–1102. https://doi.org/10.1007/s00170-025-15216-4
26. Zhaojie Yuan, Daohui Xiang, Peicheng Peng, Zhiqiang Zhang, Binghao Li, Mingyang Ma, et al. A Comprehensive Review of Advances in Ultrasonic Vibration Machining on SiCp/Al Composites. Journal of Materials Research and Technology. 2023;24:6665–6698. https://doi.org/10.1016/j.jmrt.2023.04.245
27. Асташев В.К., Андрианов Н.А., Крупенин В.Л. Об авторезонансном ультразвуковом резании материалов. Вестник научно-технического развития. 2017;(1(113)):3–16.
28. Агапов С.И., Киракосян К.А., Аржуханов Р.И., Новикова Л.А. Использование ультразвуковых колебаний при точении. Известия Волгоградского государственного технического университета. 2022;267(8):7–9. https://doi.org/10.35211/1990-5297-2022-8-267-7-9
29. Гуле Г., Санап С., Чинчаникар С. Точение стали AISI 52100 с наложением ультразвуковых колебаний: сравнительная оценка и моделирование с использованием анализа размерностей. Обработка металлов: технология, оборудование, инструменты. 2023;25(4):136–150. https://doi.org/10.17212/1994-6309-2023-25.4-136-150
30. Агапов С.И., Ткаченко И.Г. Определение оптимальной амплитуды и направления ультразвуковых колебаний при зубодолблении мелкомодульных зубчатых колес. Вестник машиностроения. 2010;(2):48–50.
31. Astakhov VP, Outeiro J. Importance of Temperature in Metal Cutting and Its Proper Measurement/Modeling. In book: Davim J. (ed) Measurement in Machining and Tribology. Cham: Springer; 2018. P. 1–47. URL: https://link.springer.com/chapter/10.1007/978-3-030-03822-9_1 (дата обращения: 07.12.2025).
32. Astakhov VP, Xinran Xiao. The Principle of Minimum Strain Energy to Fracture of the Work Material and Its Application in Modern Cutting Technologies. In book: Metal Cutting Technologies. Progress and Current Trends. Munich: De Gruyter Oldenbourg; 2016. P. 1–35. URL: https://clck.ru/3SWbzm (дата обращения: 07.12.2025).
33. Lyubimyi N.S., Chetverikov B.S., Gerasimov M.D., Bytsenko M.V., Pol'shin A.A., Mal'tsev A.K. Experimental Study and Modeling of Thermal Response in Turning a 3.5 mm Thick Shell of Metal Composite System. Advanced Engineering Research (Rostov-on-Don). 2026;26(1):2250. https://doi.org/10.23947/2687-1653-2026-26-1-2250
34. Тавстюк А.А., Лютов А.Г., Коуров Г.Н. Применение удельных энергетических параметров при оптимизации и управлении процессом резания. СТИН. Станки. Инструмент. 2014;(2):29–34.
35. Янов Е.С., Антонычев С.В., Анцев А.В., Воротилин М.С., Минаков Е.И. Исследование способов контроля состояния фрезерных станков на основе анализа вибрационных характеристик. Известия высших учебных заведений. Поволжский регион. Технические науки. 2024;(3(71)):157–166. https://doi.org/10.21685/2072-3059-2024-3-14
36. Yuqing Zhou, Wei Xue. Review of Tool Condition Monitoring Methods in Milling Processes. International Journal of Advanced Manufacturing Technology. 2018;96:2509–2523. https://doi.org/10.1007/s00170-018-1768-5
37. Xuchen Hou, Wei Xia, Xianli Liu, Caixu Yue, Xiao Zhang, Dingfeng Yan. Research on Milling Cutter Wear Monitoring Based on Self-learning Feature Boundary Model. The International Journal of Advanced Manufacturing Technology. 2024;135(3):1789–1807. https://doi.org/10.1007/s00170-024-14532-5
38. Козочкин М.П., Сабиров Ф.С., Селезнев А.Е. Виброакустический мониторинг лезвийной обработки заготовок из закаленной стали. Вестник МГТУ «Станкин». 2018;(1(44)):23–30.
39. Заковоротный В.Л., Гвинджилия В.Е. Системно-синергетический анализ и синтез управляемого процесса резания. Наукоемкие технологии в машиностроении. 2024;(9):3–13. https://doi.org/10.30987/2223-4608-2024-3-13
40. Заковоротный В.Л., Гвинджилия В.Е. Влияние вибраций на геометрические характеристики детали при продольном точении. Известия высших учебных заведений. Машиностроение. 2024;(9(774)):52–71.
41. Zakovorotny VL, Gvindzhiliya VE. Influence of Spindle Wobble in a Lathe on the Tool’s Deformational-Displacement Trajectory. Russian Engineering Research. 2018;38(8):623–631. https://doi.org/10.3103/S1068798X1808018X
42. Blekhman I, Blekhman LI, Vaisberg LA, Vasilkov VB. Energy and Frequency Ripple in Devices with Inertial Excitation of Oscillations. Philosophical Transactions. Series A. Mathematical, Physical and Engineering Sciences. 2021;379(2198):20200233. https://doi.org/10.1098/rsta.2020.0233
43. Боголюбов Н.Н., Митропольский Ю.А. Асимптотические методы в теории нелинейных колебаний. Москва: Наука; 1974. 503 с.
44. Зорев Н.Н. Вопросы механики процесса резания металлов. Москва: Машгиз; 1956. 368 с.
45. Заковоротный В.Л., Фам Д.Т., Нгуен С.Т., Рыжкин М.Н. Моделирование динамической связи, формируемой процессом точения, в задачах динамики процесса резания (скоростная связь). Вестник Донского государственного технического университета. 2011;11(2):137–146. URL: https://www.vestnik-donstu.ru/jour/article/view/702/701 (дата обращения: 07.12.2025).
46. Заковоротный В.Л., Фам Д.Т., Нгуен С.Т., Рыжкин М.Н. Моделирование динамической связи, формируемой процессом точения, в задачах динамики процесса резания (позиционная связь). Вестник Донского государственного технического университета. 2011;11(3):301–311. URL: https://www.vestnik-donstu.ru/jour/article/view/725/724 (дата обращения: 07.12.2025).
47. Заковоротный В.Л., Гвинджилия В.Е. Изучение отображения вибрационных возмущений в геометрии формируемой резанием поверхности при точении. Обработка металлов (технология, оборудование, инструменты). 2024;26(2):107–126. https://doi.org/10.17212/1994-6309-2024-26.2-107-126
Валерия Енвериевна Гвинджилия, кандидат технических наук, старший преподаватель кафедры «Автоматизация производственных процессов»
344003, г. Ростов-на-Дону, пл. Гагарина, 1
ResearcherID: AAM-4580-2020
Scopus Author ID: 57204638971
SPIN-код: 7399-5066
Исследовано влияние высокочастотных колебаний на износ задней грани резца. Разработана математическая модель динамической системы резания с вибрациями. Установлено, что колебания амплитудой десять микрометров снижают износ вдвое. Оптимальная амплитуда зависит от заднего угла инструмента и стадии износа. Результаты применимы для прогнозирования износа и выбора режимов обработки. Модели позволяют создавать системы мониторинга состояния инструмента.
Гвинджилия В.Е. Вибрационное управление износом задней грани инструмента при точении. Advanced Engineering Research (Rostov-on-Don). 2026;26(1):2103. https://doi.org/10.23947/2687-1653-2026-26-1-2103. EDN: EYOAES
Gvindjiliya V.Е. Vibration Control of Tool Flank Wear in Turning. Advanced Engineering Research (Rostov-on-Don). 2026;26(1):2103. https://doi.org/10.23947/2687-1653-2026-26-1-2103. EDN: EYOAES



ISSN 2687-1653 (онлайн)
Связаться с: Издателем / Редакцией журнала
Издатель: Донской государственный технический университет - ДГТУ, Ростов-на-Дону, Россия - https://donstu.ru/
Главный редактор: доктор технических наук, профессор, проректор Донского государственного технического университета Бескопыльный Алексей Николаевич





































